
Spot Welding
Questions and Answers
Indentation is defined as the depression made by the electrode into the outer surface of the part being resistance welded.
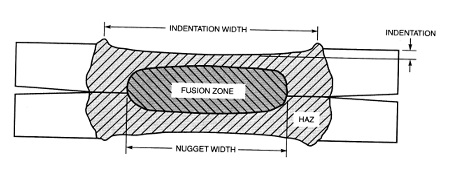
The figure above defines indentation. The product being welded in many cases may define the amount of indentation allowed. A show surface like the hood of an automobile would be a no-show surface therefor no indentation is acceptable on the face side. This is commonly refered to as a cosmetic weld (one side has little of no indentation). On a weld surface inside the trunk or under the hood, indentation may be acceptable at some level.
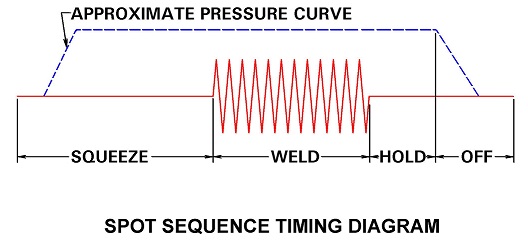
Everyone looks for a formula to set squeeze, weld, hold and off, but it basically does not exist. Equipment varies with different impedances, conductors, electrodes and tooling. Several articles have been written on this subject in the blog:
"HOW DO YOU SET THE PROPERS QUEEZE TIME IN A RESISTANCE WEDING SCHEDULE?"
"IS THERE A FORMULA TO DETERMINE THE SQUEEZE TIME IN RESISTANCE WELDING?"
"HOW WILL HOLD TIME CHANGE THE RESISTANCE WELD STRENGTH?"
Both titanium and carbon steel can be spot welded. Information on spot welding them to each other is something that is not readily available in the published literature. Using an intermediate filler metal makes joining them potentially easier. This is no longer a spot weld it has become a resistance braze. Depending upon the part size a resistance braze can be a few cycles or over a minute long. The goal is not to heat the whold part, just the braze medium.
Once again published literature does not have any information listed for the braze medium for resistance brazing titanium. Literature using other brazing methods does show that titanium is frequently brazed using Silver/Copper braze alloys. It is likely that one of these would be suitable for resistance brazing. Flux will be required and are generally available for most Silver braze alloys.
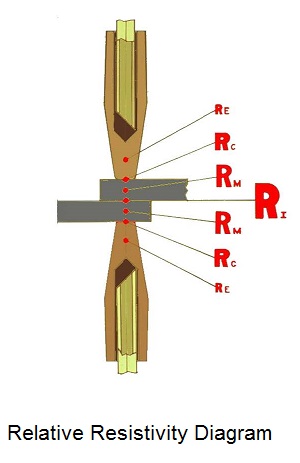
Force is one of the main inputs of the weld machine in the form of pressure exerted by the electrodes on the work piece. The main function of this force is to contain the weld by holding the work pieces together tightly during the welding operation.
Stronger work piece materials require higher welding forces than weaker work pieces. With adequate force the contact resistance between the electrode and part is minimized and more energy is transmitted into the part to heat the interface between the two sheets being welded.
There are many variables in nut welding that can change. In your inquiry it was stated that the material and weld nuts were the same. Are they?
Is this coated material? Is the coating the same everywhere all of the time? Is the material clean or oxidized consistently?
Projection weld nuts are known to have variable projections in size, shape and height.
Does the nut feed onto the locating pin properly or hang up once in a while?
Is the locating pin properly insulated? Has the insulation worn? Is current shunting through the pin?
Is the weld cylinder hesitating/hanging up and not moving fast enough? Fast follow up for cylinders or servos is imperative for weld strength.
Is the tooling aligned properly for even touch down of all equal projections?
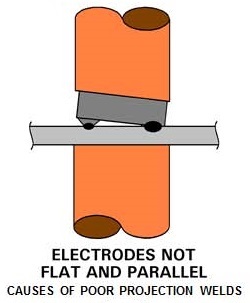
Projections missing or wrong size will cause the same problem as above.
Have any shunts or cables begun to wear or insulation worn? Worn cables and shunts will definitely change the weld results.
Page 17 of 44
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.