
Force is one of the main inputs of the weld machine in the form of pressure exerted by the electrodes on the work piece. The main function of this force is to contain the weld by holding the work pieces together tightly during the welding operation.
Stronger work piece materials require higher welding forces than weaker work pieces. With adequate force the contact resistance between the electrode and part is minimized and more energy is transmitted into the part to heat the interface between the two sheets being welded.
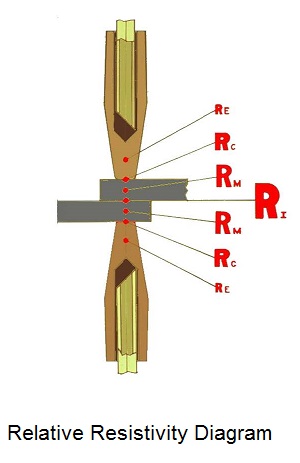
The other reason for using proper forces is that when the energy begins to form plastic or molten material, it must be contained. If this molten metal is not contained by proper force expusion will occur. This will lead to insufficient material to form a weld nugget and bond the part together. Additionally, if the force is low the contact resistance will be high and the surface between the electrode and part will heat up and could generate expulsion from the contact surface where the electrode contacts the part. This can damage both the part and the electrode surface. This is demonstrated by the resistivity chart above. On the otherhand too much force increases the current necessary to form a weld nugget by decreasing contact resistances.
If the input parts are not formed properly and some of the desired weld force has been expended forging the part to its proper shape. This could leave insufficient force to control the weld nugget and expulsion could be expected.
Maintaining the proper pressure during a welding operation is very important to obtaining good welds and a long running operation.
Many articles have been written in this blog on the importance of pressure and force. They include:
WHY IS THE CONTROL OF PRESSURE IMPORTANT IN RESISTANCE WELDING?
HOW ARE FORCE AND PRESSURE RELATED?
HOW DO FORCE AND PRESSURE CONTAIN EXPULSION?
A search for force or pressure will find other articles of value.
References:
RWMA – Resistance Welding Manual 4th Edition