
Spot Welding
Questions and Answers
Answers to the questions asked do not exist in the literaturer. This question has entered an area of academia and testing to reach definitive answers to the questions presented. This is beyond the scope of this blog.
Reference: RWMA - Resistance Welding Manual 4th Edition
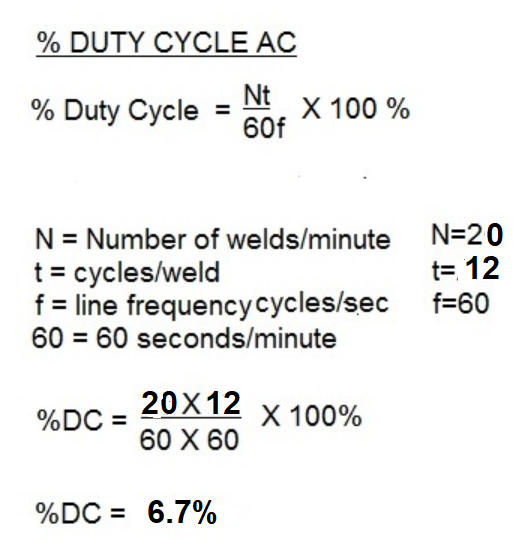
This question is asked often “How much power does my resistance welder use?” To answer this, we first need to calculate the Duty Cycle of the process. The formula for this is:
Proper alignment of the resistance welding electrodes is very important to insure proper force application and current flow through the electrode face. If not set up properly the part can be distorted and/or the electrode face can have exceedingly high current densities. This can result in distorted parts, expulsion and excessive electrode face wear.
This is the description of a typical cosmetic weld where one surface must be preserved as is. All heat and distortion must come from the other side, we will call it the back side. To do this a large “FLAT” faced RWMA “C” electrode is used on the good side. On the back side an RWMA “A” or pointed nose or in this specific case one with a face of 1.5 mm (0.060”).
The weld schedule should be designed to generate the heat from the back side and stop as the weld nugget just begins to grow into the top sheet. This will not be the best weld that could be produced. It will be a tack weld just good enough to hold the part together until the braze is made.
If discoloration is an issue water misting cooling, a gas shield or any other means could be used to prevent heat or oxidation on the one side.

COSMETIC WELD NUGGET MOSTLY IN ONE COMPONENT
Reference: RWMA - Resistance Welding Manual 4th Edition
The answer to this is there is none. One can measure a weld nugget after it is made. One cannot calculate a weld nugget in advance, since one has not preset any of the variables of the process. The simple variables are squeeze, weld and hold. They quickly expand into force/pressure, electrode material, electrode wear and face size, coating pick up on electrode face, material being welded, surface condition, coating and on and on. There are many more but we will stop here. All of these variables will influence changes in the weld schedule that will directly change the size of the weld nugget.
The resultant pulled weld nugget is measured with a set of calipers in two directions, 90 degrees apart.
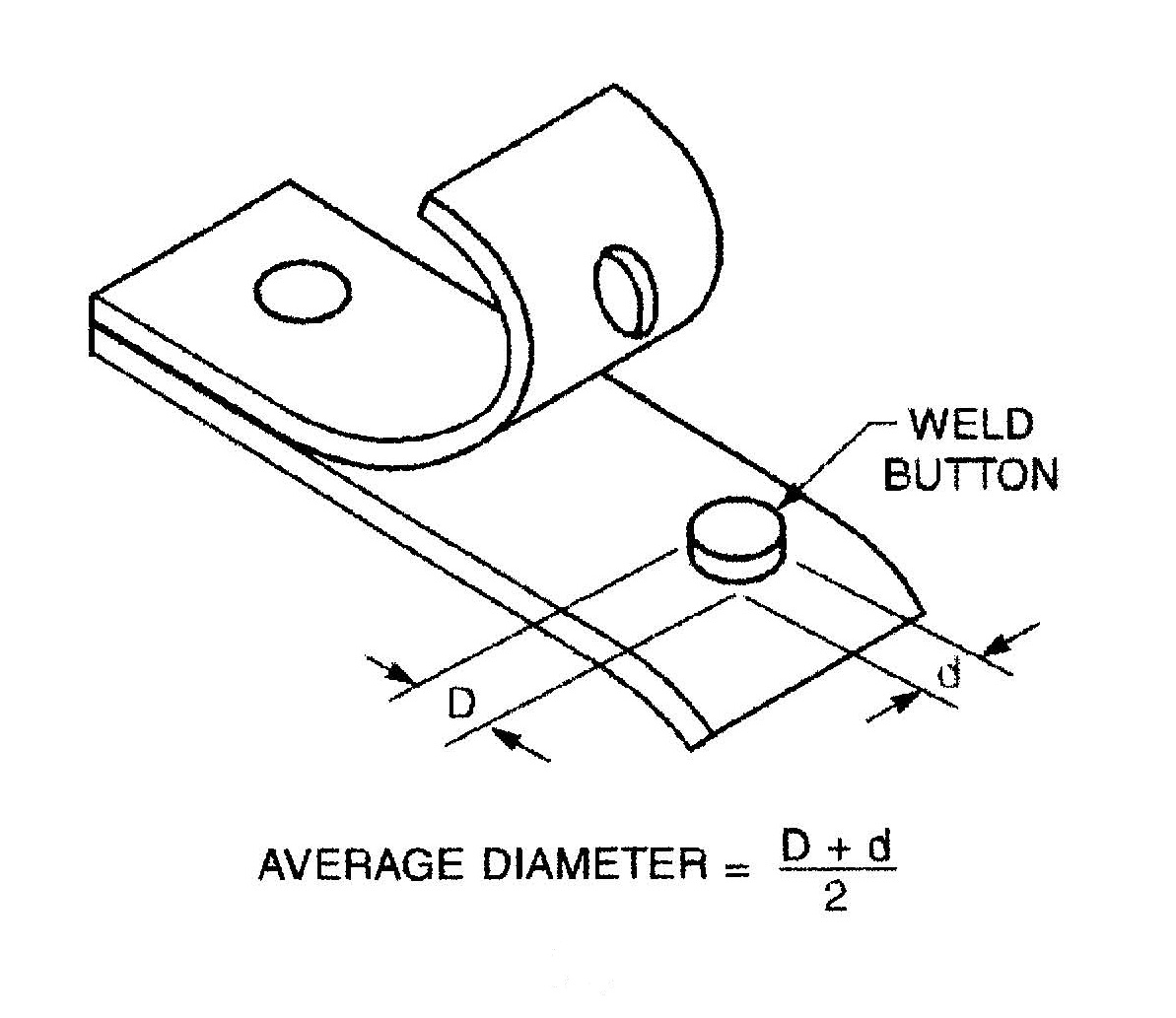
This is how to measure a weld nugget.
No one has the ability to predict with calculatable accuracy what nugget size a given set up will produce.
Page 15 of 44
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.