
Spot Welding
Questions and Answers
Welding guns use special copper alloy arms/adapters which function as electrode holders. They attach to the gun on one end and have a cap taper at the other for the electrode. They are frequently called cap adapters.

CAP ADAPTERS
With time these adapters wear out. A common failure mode is the electrode taper.
The question is can cap adapters be repaired?
A faulty bend or cracked adapter is not repairable.
Tapers are being repaired. This is done on a limited basis depending upon the application, design and condition of the adapter. Keep in mind a repaired adapter is not as strong will not have the life of a new adapter. Repaired adapter could be held in reserve for when new adapters are not available.
A new adapter is the better choice for production line continuity.
Reference: Photo courtesy of -Tuffaloy Resistance Welding Products Catalog
Generally, when spot welding with the same electrode on both sides of the weld, the resulting weld nugget is smaller than the electrode face diameter. To obtain a nugget larger than the electrode face diameter extra growth time and or heat is applied to accommodate additional growth. Pulsing is a common method used to do this.
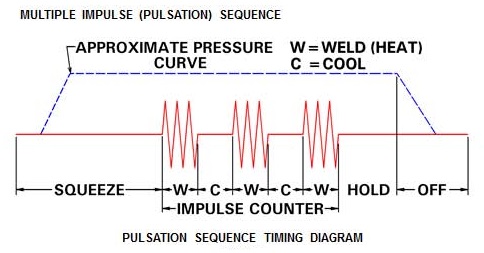
Without some extra time or heat it is not common to see nuggets larger than the electrode face. That is not to say it is not impossible. If one works out a schedule that has the heat over a long enough period with sufficient heat to grow the nugget without creating expulsion – IT CAN BE DONE!
This question has already been answered by another article in this blog.
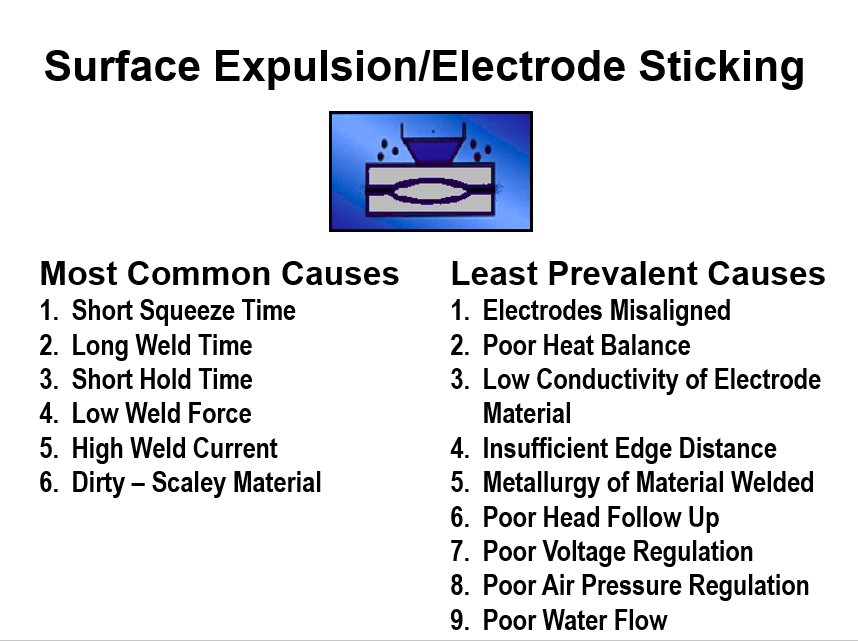
"WHY DO I HAVE SURFACE EXPULSION?"
The only additional comment is that the galvanized zinc coating melts at a low temperature and is very prone to expulsion and could contribute to the popping sounds. This could be item 5 under least prevalent causes. Otherwise below is:
"WHY DO I HAVE SURFACE EXPULSION?"
Surface expulsion is caused when the part surface heats up. So anything which would cause this, could be a reason. The appearance is similar to interface expulsion. In this case we are looking for conditions which cause the contact surface heat to be high.
This question is a sales marketing question which is beyond the scope of this blog.
I can suggest contacting your local resistance welding supplier or the:
RESISTANCE WELDING MANUFACTURERS ALLIANCE “RWMA”
OR
AMERICAN WELDING SOCIETY “AWS”

FULL SIZE ELECTRODE AND MALE CAP
This question is not clear to the author of this blog. Resistance welding materials are classified by their material compositions and properties. In North America the Resistance Welding Manufacturers Alliance (RWMA) and American Welding Society (AWS) publish this data.
RWMA Resistance Welding Manual 4th Edition
AWS Standard J1.3 Specification for Materials Used in Resistance Welding Electrodes and Tooling
This blog has various articles describing the various material Classes of resistance welding electrode materials specified by the RWMA.
FULL SIZE ELECTRODE AND MALE CAP
Specifications of common designs, specifications, application and common uses are also described in the referenced documents and articles. Similar documents are published by ISO and Asian standards organizations.
Reference: RWMA – Resistance Welding Manual 4th Edition
AWS Standard J1.3 Specification for Materials Used in Resistance Welding Electrodes and Tooling
Page 16 of 44
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.