
Spot Welding
Questions and Answers
Nugget diameters are published for various materials and thicknesses in many locations.
The American Welding Society AWS C1.1 - “Recommended Practices for Resistance Welding” is one of these. Weld schedules including nugget diameters are listed for various materials. How to measure a nugget is also shown in the AWS C1.1 standard.
This blog also describes the method to measure a nugget:
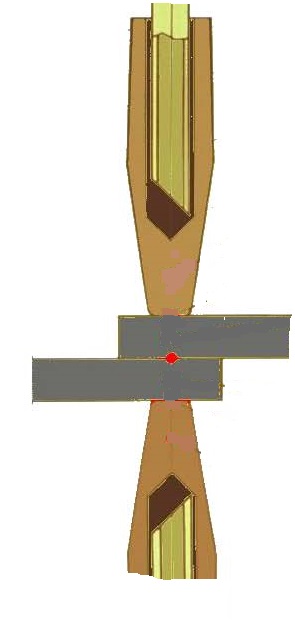
HOW DO YOU MEASURE WELD NUGGETS?
WHAT IS THE FORMULA TO CALCULATE NUGGET DIAMETER IN RESISTANCE WELDING?
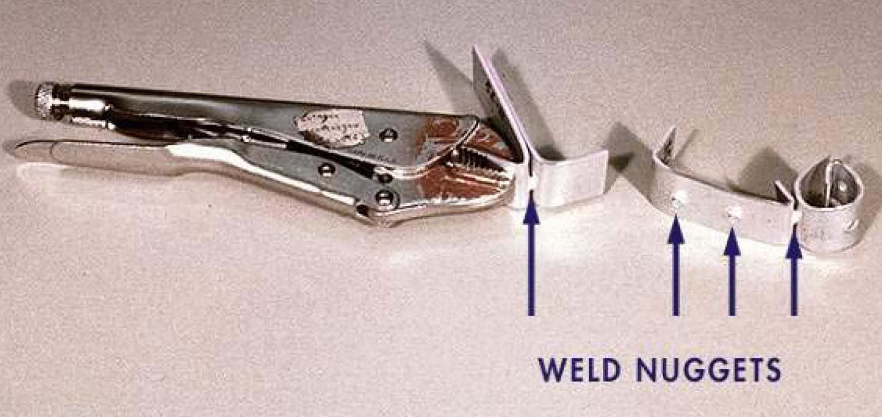
There is no formula to calculate a weld nugget.
Yes, resistance welding electrodes should always be water cooled.
The water for the electrodes should come directly from the water manifold. The flow rate should be optimally 5.5 L/minute (1.5 gallons/minute) at a water temperature of 18 – 29 deg C (65 – 85 deg F). Flow should never be less than 2 L/minute (0.5 gal/minute). Additional flow and water specifications can be found in AWS Standard - J1.2 “Guide to Installation and Maintenance of Resistance Welding Machines” Water flow tubes should be located within 6 mm (¼ inch) of the hole bottom. This prevents steam pockets from forming. Water flow on the exit side should be monitored with flow indicators or gauges. 
FLOW INDICATOR PROPERLY LOCATED WATER TUBES
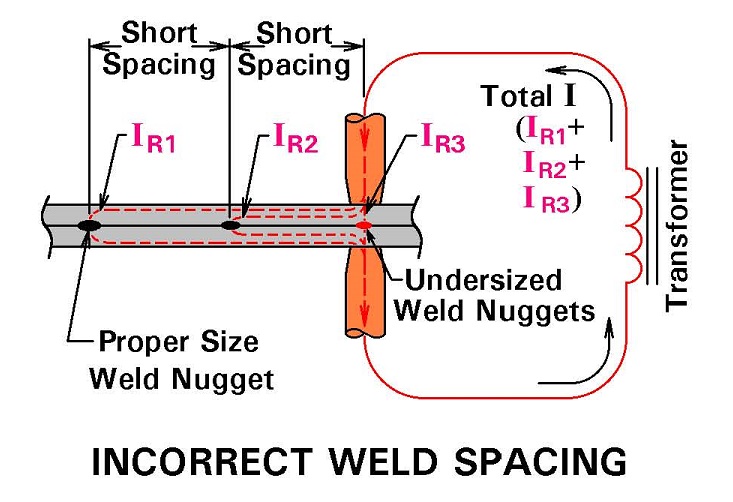
This question was generated after the person read the article in this blog:
“IS THERE A MINIMUM SPACING BETWEEN SPOT WELDS”
This question was just answered a few weeks ago in this blog. Please refer to:
“HOW MUCH POWER IS USED IN RESISTANCE WELDING”
The actual value of power costs depends upon local power pricing and the power factor or the individual equipment and set up.
Reference: RWMA Resistance Welding Manual 4th Edition
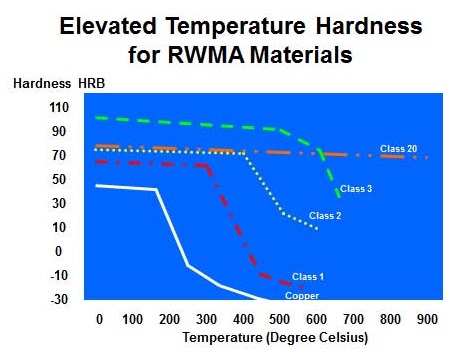
In North America the most commonly used electrode materials for galvanized steel are RWMA Class 1, 2 and 20. By the quantity Class 1 and 2 are the most popular by far. Class 20 finds applications where the fabricator has weld schedules that make use of its unique properties – good conductivity and high heat resistance. Class 20 is sold at a premium for its higher heat properties.
In a previous article there is a complete discussion of this topic:
“WHY IS RWMA CLASS 20 USED FOR SPOT WELDING GALVANIZED STEEL?”
Page 14 of 44
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.