
Projection Welding
Questions and Answers
A good projection weld should exhibit good set down with little gap between the faying surfaces. The projections should be even and penetrated into both thicknesses of material. Quality specifications are available to define the tensile pull or amount of nugget required.
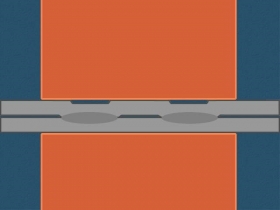
Sketch of a good projection weld
Reference: AWS C1.1 Recommended Practices for Resistance Welding
RWMA Manual Section 1, Chapter 3
There are materials that due to their properties are not suitable for projection welding. This can be extended to thin cross section in other materials that could be projection welded in heavier gauges. The basic problem being that the material must be strong enough to withstand the force applied during the squeeze portion of the weld cycle. If the projections collapse before the weld/heating cycle begins, there is no longer a projection to concentrate the heat. It collapsed. The weld will fail. Materials that are generally not candidates for projection welding are brass, copper and red brass. Aluminum in some forms can be projection welded.
Projection welding is performed with many style projections - rings, dimples and slots to name a few. The sizes and designs will depend upon the material being welded its thickness and the design and location for the projection. Some projection welding does not require a design as in cross wire welding. Merely place the two wires in contact at 90 deg and they are ready to weld. Two flat pieces of low carbon steel however require a projection of some sort. The thickness of the material also plays a part in the height and diameter of the projection. Material composition factors into the design.
Projection weld schedule parameters are readily available in the published weld schedules referenced below. In general they have relatively short weld times and perform very well as documented. There are cases in which the circumstances in manufacturing are not ideal and variations from the standard are necessary. When this is present a change in the weld schedule may help.
Back up electrodes are used for projection welding electrodes. They are normally used on the lower side and are flat faced. There is no need for a defined weld face since the projection concentrates the weld current and heat into a desired spot for nugget creation.
Page 14 of 14
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.