
There are two basic types of seam welds.
The first is a continuous seam weld.

CONTINUOUS SEAM WELD
It is a series of overlapping spot welds. They frequently would be a fluid/gas tight seal.
A roll-spot weld would look like this sample:
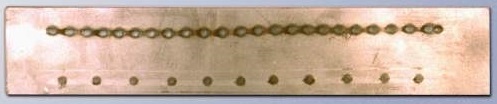
ROLL-SPOT SEAM WELD
The individual spot welds are spaced apart and they do not form a fluid/gas tight seal.
Let’s assume a barrel is being fabricated to hold a liquid. The steel is formed into the circular shape and the weld wheel is run down the length to form a continuous seam weld. Subsequently a lid and bottom are added and you have a barrel.
“The question is should the wheels be reversed and to reweld over the same surface a second time?”
Assuming that all was set up properly and the welds were spaced properly and the schedule produced good welds, the barrel should pass inspection after the first weld pass. The answer should be: “A SECOND PASS IS NOT NECESSARY”.
Secondly another pass over the same welds with the same settings will not weld. On the second pass the weld wheels are passing current through spot welds. The resistance is now very low and they will not heat up as they did when they were two sheets of metal. The area will get hot but not nugget forming hot.
There is a possible benefit to run a second pass. The initial pass may have created some stress or there may be a need for forging that some additional heat and pressure can improve with applied heat. Tempering or forging may be benefited by a second pass with some heat applied. The second pass may not melt nugget but it can temper or help forge the product that would benefit from same.
If you have to reverse for tempering or forging, there are machines sold on the market called a TWIN LAP WELDER that have a following seam wheel in a push/pull arrangement. The first wheel is making the seam/spot weld the second wheel follows and sees the same current but is over a solidified nugget and can only reheat the weld area for tempering or forging advantages. This eliminates the need to reverse. Both functions are performed in one pass.
If we are not doing a continuous weld but are doing a roll-spot, why reweld the same area if the first pass is set up properly and it ran well. There should be a good weld every “X” mm and the product is good to go to quality for inspection.
For additional information on seam welding see the available document at AWS listed below.
Reference: RWMA – Resistance Welding Manual 4th Edition
AWS Standard C1.1: 2019 Recommended Practices for Resistance Welding