
Stainless steel wire can be butt welded. As with all weld schedules one schedule does not fit all. The schedule shown works for a specific product and machine and can be used as a guide. Your material could be a different grade of stainless or different gauge either of which would require adjustment of the final settings. That being a given remember that one always starts a new set up on low power settings and works up to what is expected to be the end result to prevent damage to equipment and safety.
Reference Schedule for 300 Series (austenitic) Stainless Steel
Initial Die – 3/16”
Final Die – 3/32”
Weld Time – 20 cycles
Weld Force -- 225 lbs
Weld Current -- 1450 amps
Clamp Force on wire – 2750 lbs
The example shown is for 300 series stainless. Other grades of stainless and or gauges would require different schedules. Martensitic grades would likely need to be tempered after butt welding to improve the weld quality. This would require repositioning in the die opening to reheat for a short tempering cycle.
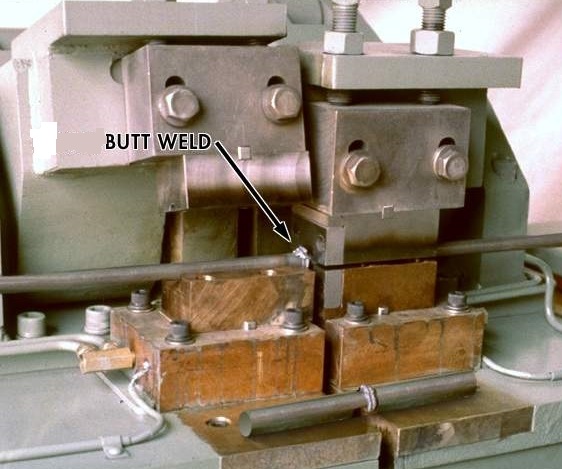
ROD BUTT WELDER
Reference: RWMA – Resistance Welding Manual Section 5