
A 30 KVA welder probably is large enough for this butt welding job. You noticed in your trials that at lower forces results were poor. This was an indicator that force is the variable that should be addressed first. There are two forces in butt welding. One is the force to press/forge the two parts together. The other is the clamping force holding the parts to prevent them from slipping in the clamps. Ironically the clamping force is normally double (or greater) the force pushing the butt ends together. The clamps should have a slight knurl to prevent slipping. Confirm that the part does not slip during butt welding.
In butt welding the ends to be welded frequently might not be cut flat and square. When they come together there will be some arcing until the high spots flash away. A brief lower initial current or upslope may help in this seating of the two weld faces. Then current must be applied to get full Joule Heating (I2rt). The joint must be under a strong force to maintain good contact and forge the part to create upset. This is a blacksmithing operation. The current supplies the heat and the force is the hammer that forges and gives the metal a good bonded strength. Lower forces will encourage more flash and little or no upset and very weak bonds.
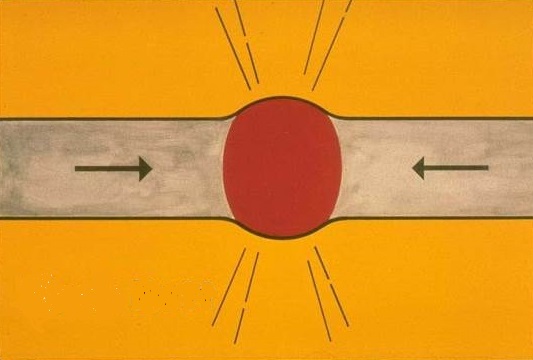
BUTT WELD
Increased forces will probably improve the situation that you have described. It will insure that the parts are not slipping in the clamps and that forging will occur to complete a true butt weld rather than a lot of flash without any forging.
Current is necessary for the heating as described above but this can be addressed after the pressure is under control.
Reference: RWMA - Resistance Welding Manual 4th Edition