
Spot Welding
Questions and Answers
A dent free spot weld can be defined as a “Cosmetic Weld”. This is a spot weld where one side of the weld would show little or no electrode indentation. The middle of an automobile hood would be a location where an indentation would not be desired. Medical instruments are another example. By the nature of the resistance welding process metal fusion and indentation are inherent features of the process. Control of the amount of heat and where it is applied is the path to producing a cosmetic weld.
Other articles in this blog describe:
WHAT IS UPSLOPE IN RESISTANCE WELDING?
IS UPSLOPE HELPFUL IN REDUCING SPATTER OR EXPULSION IN RESISTANCE WELDING?
To summarize here what these articles contain, upslope is used to slowly heat up the part as the heat initiates before full current application. This give the parts a chance to realign, relax/anneal, adjust position, melt coatings and contaminants and improve the part to part contact before full current is initiated. The end goal is for better contact and less expulsion.
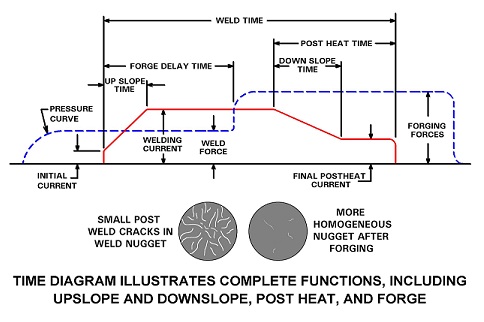
Upslope is shown in the first section of the red current line - as it increases. This period is often used on galvanized materials to allow the zinc to melt and be pushed out of the joint. In other cases it is a chance for the components to anneal or relax and get all material into full contact before full power is applied.
Reference: RWMA – Resistance Welding Manual 4th Edition
That is an interesting question. Stainless is highly resistive and won’t conduct heat too far or fast but the plastic is only 3 mm away.
My gut says without some sort of extra cooling the plastic is likely to see some heat. I trial run is needed.
Is water an issue? Put a mist of water in the weld area as the part welds, similar to a seam welder just less water. Initiate the mister with the weld cycle.
Make sure the electrodes are cooled well to reduce time at heat. Minimized the size of the weld and weld nugget. Keep the electrodes in place after the weld to pull heat out.
GOOD LUCK!
Mechanical properties and chemical composition of the workpiece have a potential great affect upon the weld quality. Let’s examine this one at a time.
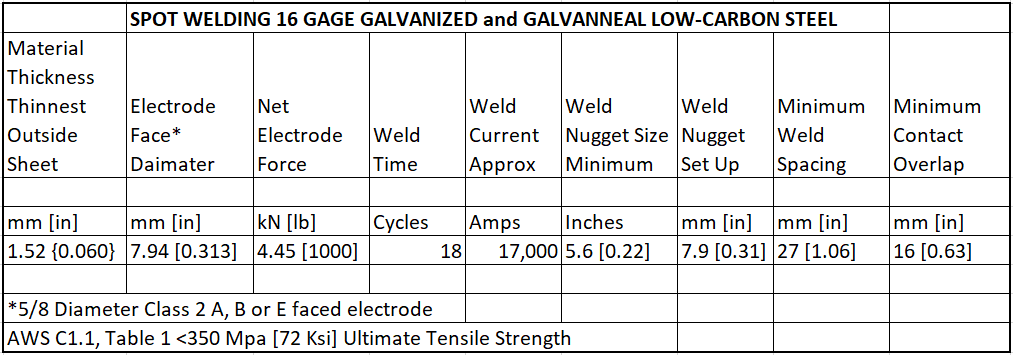
For each new resistance welding job there will be a known weld schedule or one must develop a weld schedule. For simplicity we will assume there is a known weld schedule. The data generally supplied is the electrodes and related tooling to use. The data may look like the chart below:
Page 11 of 44
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.