
Seam Welding
Questions and Answers
There are two types of drives for seam weld wheels. One is driven by the central hub, direct drive. The other is driven by knurled wheels riding on the perimeter of the seam welding wheels, indirect drive. There are pros and cons for both systems.
Another article in this blog discusses the differences:
HOW ARE SEAM WELD WHEELS DRIVEN?
Here we will address direct driven seam weld wheels. The question is should one drive
• Both wheels
• One wheel
• or maybe none
A seam welding shaft is generally a large diameter copper alloy bar precision machined to conduct the current deliver force and rotate during the seam welding operation. The shaft works hard under heavy duty cycles, currents and forces. The shaft operates in a housing which is filled with conductive grease and has current carrying shoes which ride on the shaft to deliver current. Eventually these conductors and the shaft wear and service is required.
Shaft wear is more common than breakage but is possible.
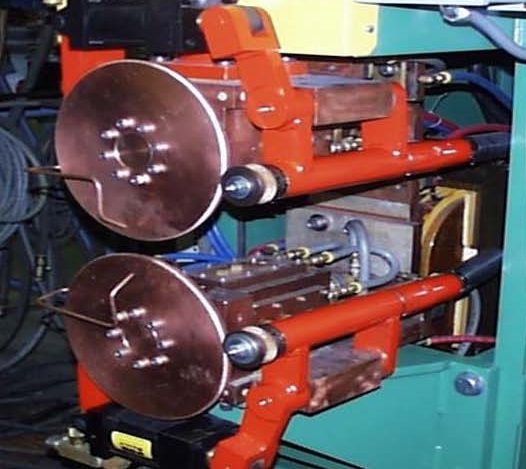
SEAM WELDER WITH KNURLERS
Some information for seam welding high nickel chrome iron alloys is published by the American Welding Society in their Welding Standards. Examples of current values that can work are exhibited there.
AWS Standard C1.1:2019 “Recommended Practices for Resistance Welding”
Information for seam welding stainless steel is published by the American Welding Society in their Welding Standards.
"AWS Standard C1.1:2019 “Recommended Practices for Resistance Welding”
A seam welder has the same components as any other resistance welding machine. These components (transformer, conductors, control and electrodes) each require independent water cooling. Flow to these components should be as specified by the manufacturer. Normally the rates are 1-1.5 gallons/minute. The duty cycle of a seam welder runs higher than most other resistance welding applications making cooling imperative.
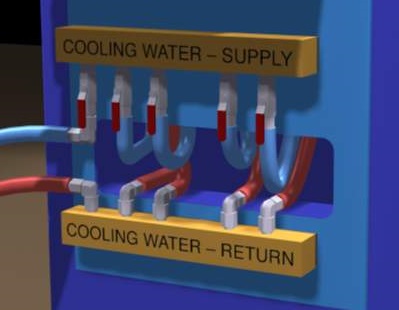
COOLING WATER MANIFOLD
In addition to the normal internal component water cooling, water is frequently applied in a stream (flood cooling) directly at the weld location. This externally cools the seam welding wheels and part being welded. This flow should be at 1–1.5 gallons/minute.
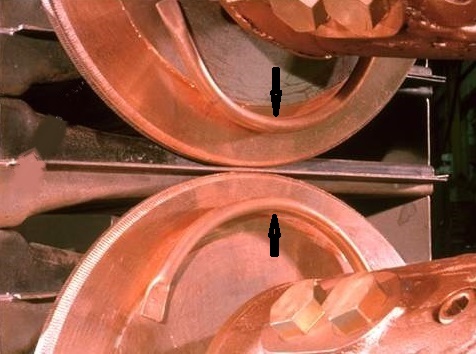
ARROWS INDICATES EXTERNAL FLOOD COOLING WATER TUBES
FOR ADDITIONAL INFORMATION REFER TO OTHER ARTICLES IN THIS BLOG:
“WHAT IS THE PROPER AMOUNT OF WATER COOLING FOR SEAM WELDING?”
“IS THE WATER USED FOR SEAM WELDING HARMFUL AFTER BEING USED FOR COOLING?”
References: RWMA- RWMA Resistance Welding Manual 4th Edition
AWS- AWS Standard J1.2 Guide to the Installation and Maintenance of Resistance Welding Machines
Page 4 of 11
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.