
Unequal shape or size projections can cause issues in projection welding. If one or more or the projections are not the same shape or size, current will flow through the part differently. The current will flow through all projections making contact at the end of the squeeze portion of the weld cycle. The larger cross section projections will not heat as fast as smaller ones. The smaller mass projections in contact will heat faster and start to collapse sooner than the larger ones in contact. If a projection height is short it may not even be in contact at current initiation. It won’t make contact until the other projections start to collapse. When contact does occur arcing or expulsion is likely from this short projection. Quality could be compromised. Before it makes contact the other projections are carry its current so they are overheated. Again the process is not in control.
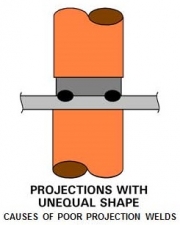
It is imperative that all projections make contacts equally and carry the same current load in order to grow to the same size weld nuggets. Projection shape and size along with alignment and follow up are critical to good projection welding.
A related artile in this blog on this subject is:
What are the Do's and Don'ts for projection welding?
Reference: AWS C1.1 Recommended Practices for Resistance Welding
RWMA Manual Section 1, Chapter 3