
Undersized projections can cause issues in projection welding. All processes are set up based upon design criteria. Meaning projections will be a given size and shape with some tolerance for variation and the process will accommodate this variation. What happens when the stamping tooling wears and the projections go out of specification or a punch breaks and some parts are missing a projection? The process is now out of control.
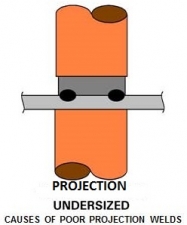
When projection size is not controlled, the process is not predictable. The weld schedule that provides current for a given size and number of projection continues but now the projections could be much smaller or larger. If larger, they would not heat as quickly. They won’t collapse when they should. The nugget may not have time to grow or form at all. Projections that are too small or missing create the opposite problem. Too hot, may overheat and expel, collapse too soon, nuggets may be small or gone. In short there is no predictable control. The important factors in projection welding are projection shape, size, follow up and alignment.
Another article in this blog on this subject is:
What are the Do's and Don'ts for projection welding?
Reference: AWS C1.1 Recommended Practices for Resistance Welding
RWMA Manual Section 1, Chapter 3