
Controls & Transformers
Questions and Answers
Wire is used in some non-resistance welding transformer applications. The design of transformers used in resistance welding can be very demanding and must be designed and built accordingly. This blog does not get involved with machine design and build subjects. Contact your local machine sources or distributors for information and assistance.
Reference: RWMA Resistance Welding Manual 4th Edition
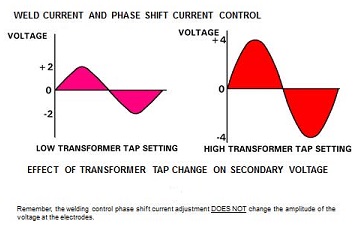
Transformer turns refers to the ratio of the number of turns in the primary versus the secondary of the transformer. This is discussed in other articles in this blog listed below. Many transformers are designed with tap switches which allow one to change the effective number of turns in the primary side of the transformer. This changes the turns ratio either up or down depending upon the direction of the change (up or down). In turn the voltage increases or decreases which will increase or decrease the amperage in the secondary. The result is that the tap change has increased or decreased the total power available in the secondary depending upon the tap chosen.
Other articles on Turn Ratio in this Blog:
WHAT IS THE TURNS RATIO FOR A SPOT WELDER?
CAN CHANGING THE TURNS RATIO OF A RESISTANCE WELDING TRANSFORMER CHANGE THE WELDING CURRENT?
WHAT IS THE TURNS RATIO FOR A RESISTANCE WELDING TRANSFORMER?
Reference: RWMA - Resistance welding Manual 4th Edition
The answer to this question allows sizing conductors for the machine and the primary buss feed to the machine and transformer. The actual amperage out of an AC transformer depends upon the secondary itself. That will not be addressed here. Here we will address input for a given amperage output.
The first is called KVA Demand. The second consideration is Primary Effective Continuous Thermal Current (ECTC).
These topics are covered fully in two other articles:
HOW DO YOU SIZE THE PRIMARY CONDUCTORS FOR AN AC RESISTANCE WELDING TRANSFORMER?
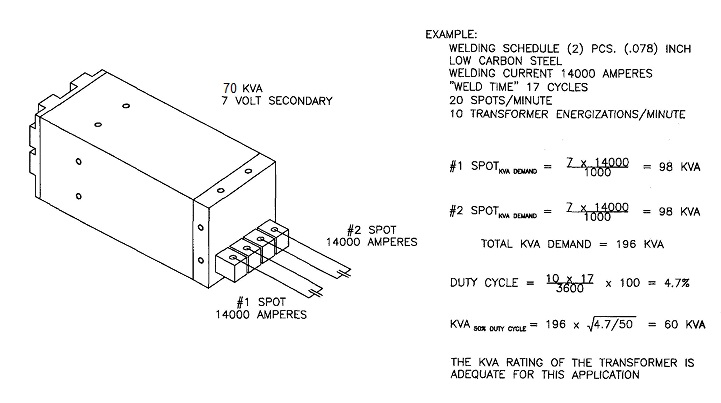
The instantaneous KVA Demand is 196 KVA
The KVA Demand@ 50% Duty Cycle is 60 KVA
The transform is rated at 70 KVA and is adequate for this job.
Apply the above calculations to your situation with 64 KVA and calculate the primary conductor size for the finalized information.
Reference: RWMA Resistance Welding Manual 4th Edition
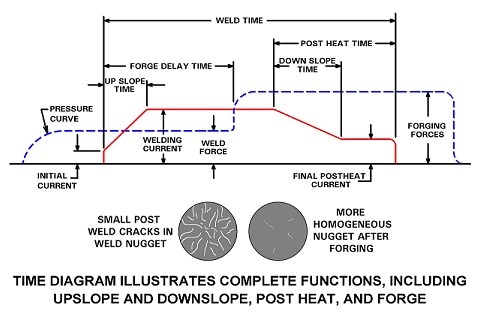
Upslope and downslope describe segments of the weld cycle where the weld current is either gradually increasing or decreasing. In upslope the weld current gradually increases from a low level to some higher current value. It might be to allow all components to warm up and reform, come together into full contact, before the full current is applied, to reduce expulsion. Downslope is the opposite. It is a gradual decrease from full welding current. This might be to prevent quenching of steel or other heat sensitive material.
Follow the links below for additional data available in this blog:
What is Upslope in Resistance Welding?
What is Downslope in Resistance Welding?
Reference: RWMA - Resistance Welding Manual 4th Edition
Insulation testing on a transformer is commonly referred to as Meggar testing. The transformer must be disconnected. An insulation tester (Meggar) must be used. The voltage is selected (typically 500V) and the Test button is pressed until the insulation resistance is displayed.
The cooling water should be blown out of the cooling lines as the presence of water may show lower values.
Three tests must be performed:
Primary – Secondary
Primary – case
Secondary – case
A tested 650 kVA transformer produced the following values:
Primary – Secondary 300 MOhm
Primary – case 300 MOhm
Secondary – case 5 MOhm
It is not uncommon for the "Secondary – Case" to read lower than the other two.
Depending on who you ask, the lowest acceptable value is 5 or 10 MOhm.

TYPICAL MEGGAR
This type of testing should be performed by personnel trained to test transformers. Transformer manufactures can perform this test.
Reference: RWMA Resistance Welding Manual 4th Edition
Page 7 of 40
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.