
A weld schedule is an instruction of how to set up a resistance welder for a specific job. It includes all of the specific settings of the machine, control settings, tools, electrodes, forces, times, and rates and all other pertinent data related to a job. This information is stored and used to set the job up the next time you run it. It can be used as a ground zero if parameters have changed and you want to go back to where you started.
For initial set up general schedules are available for most materials. These schedules can be used as starting points to get going until you develop the exact settings for your machine and part. Weld schedules for many materials can be found in the AWS Standard C1.1 Recommended Practices for Resistance Welding. The RWMA Resistance Welding Manual also has weld schedules. Your local supplier is also a good source of knowledge and resources such as the CMW or Tuffaloy catalogs.
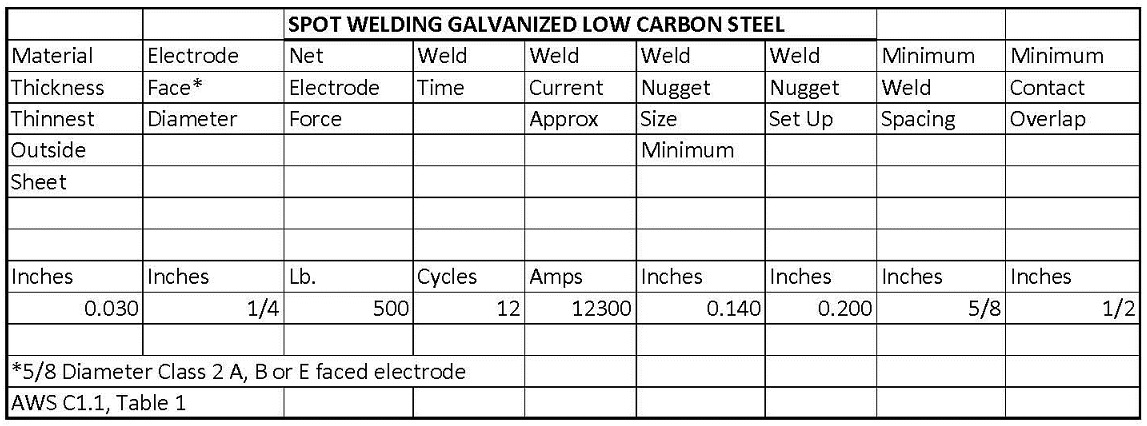
Looking at the data - This line tells you the specifications to set up for welding 0.030” thick galvanneal or galvanized low carbon steel on the thinnest outside sheet.
The data reads as follows:
#5 RW Electrode with a ¼” diameter face; electrode design of A, B, or E; The notes tell you this could be Class 1, 2 or 20 electrode material. This depends on the presence of coating or not. Class 2 is the normal choice unless there is a coating. If coated any of the three could be used.
500 lb force
12 cycles of weld time
12,300 amperes current, approximately
Weld Nugget of 0.200” diameter at set up and a minimum of 0.140” diameter.
Minimum weld spacing should be 5/8 of an inch to prevent current shunting
Most published weld schedules read similar to this and are good starting points. The actual schedule you develop will vary from this due to differences in materials being welded, machine design, set ups and quality standards.
Reference: AWS Standard C1.1, Recomended Practices for Resistance Welding
RWMA - Resistance Welding Manual 4th Edition
CMW - Resistance Welding Products Catalog
TUFFALOY - Resistance Welding Products Catalog