
As long as the metal thickness, material and stack up are the consistant the same schedule can be used. This is an accurate statement with several exceptions.
First, the arrangement of the group of welds must be considered. All published weld schedules specify a minimum weld spacing to minimize shunting currents. Shunting current is current that can flow through the first weld rather than the weld being made. If the spacing is greater the resistance is higher and the current will not flow through the original weld. All of the current will flow through the desired weld area and produce a second good weld. If too close together more current is required to compensate for this wasted current.
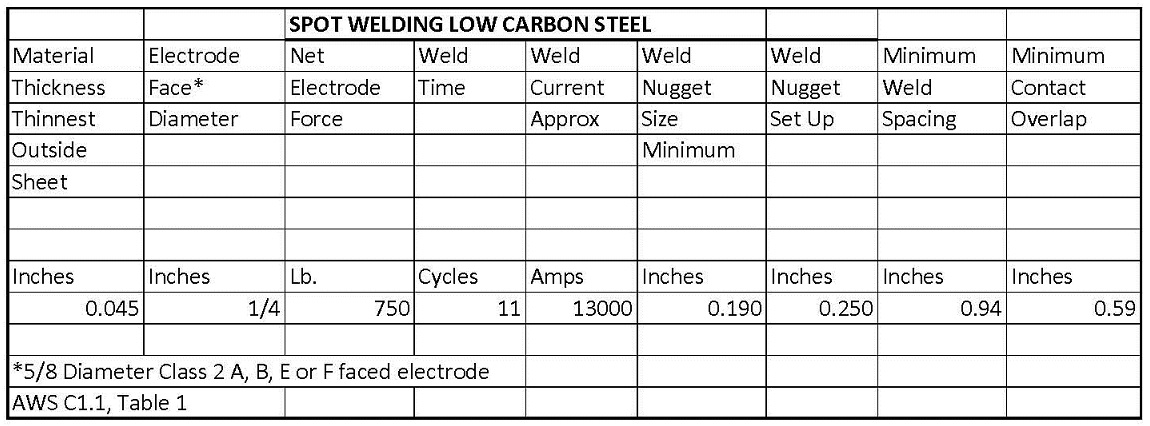
Most published weld schedules list a value for minimum weld spacing between individual welds to prevent current shunting through the first weld.
This spacing will vary by the material and its thickness. Whether you are designing fixed automation or deciding the space between robot welds a minimum spacing must be adhered to for good weld practice.
Other Articles:
IS THERE A MINIMUM SPACING BETWEEN SPOT WELDS?
HOW DO I USE A WELD SCHEDULE?
Second the weld location, transformer and material must be considered. These all can affect the weld schedule. Are you using an AC transformer and welding steel or other magnetic material? As magnetic material enters the throat of the welder it causes reactance to increase which reduces the current flow from an AC transformer. Some AC controls (constant current controls) can compensate for this. If you do not have a constant current AC control different schedules may be required for different areas on large parts. If you are spot welding with DC or MFDC, Reactance is not an issue. One schedule could be used as long as spot spacing is adequate.
This is not an issue with non magnetic material.
Reference: RWMA Resistance Welding Manual Section 19
AWS C1.1, Recommended Practices for Resistance Welding
CMW Inc. Catalog
Tuffaloy Products Catalog