
All spot welding electrodes will wear. It eventually appears in the form of mushrooming. To counteract this and keep the process going there are two options. One choice is to use a current stepper to match the face growth with small current increases every so many welds. The other choice is to dress the electrode face back to its original size before its growth has caused degradation in the weld quality. Without current increases the weld fails because the electrode surface area is too large for the current being used. The current density has dropped. The figure demonstrates this current density change.
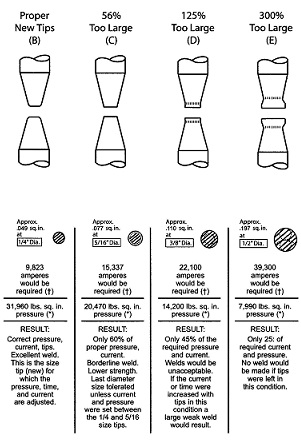
ELECTRODE WEAR VS POWER
To develop a tip dressing program one has to run a series of welds and measure the nuggets produced against the known quality specifications. At the point that the nugget approaches discrepancy you have reached a dressing point. Dress the electrode and weld again and test nuggets. Keep going and repeat until the electrode is spent.
Repeat with another set of new electrodes for confirmation.
Examine the results add in a comfort factor for variability and you have a possible dressing frequency/program.
There are many articles written in the “How To Resistance Weld” website on dressing electrodes and electrode wear. You can find many by a search for “Dress”.
Reference: RWMA – Resistance Welding Manual 4th Edition