
There ideal answer is never. Given reality this is not likely. In normal resistance welding on coated material, a spot welding or seam welding wheel is going to react with the coating and wear at some accelerated rate. This will be faster than on bare stock. Dressing the welding surface will be necessary at some point. That point will be determined by the speed of the wear and the equipment being used.
Seam Welding: The seam welding wheel can be driven by a knurl drive. This drive can turn and dress the wheel continuously as it turns each revolution. The other option is removal of the wheel. It can be switched out at breaks, lunch or shift changes as needed and dressed in a tool room. Another opiton is automated dressing tolls. They can be moved in to dress seam welding wheels between parts.
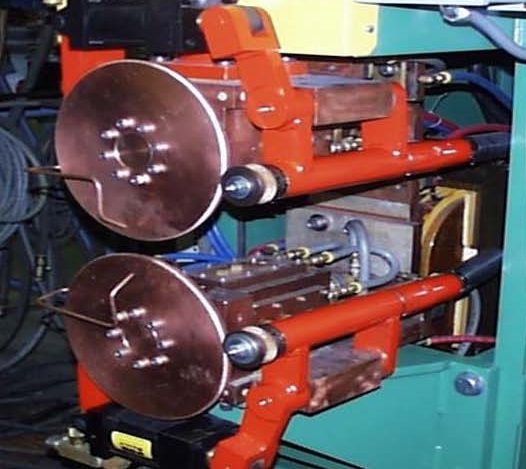
KNURL DRIVEN SEAM WELDER
Spot Welding: A stepper schedule can be developed to increase the current to match the electrode face growth. The goal would be to reach a natural shift break or down time for an electrode change. Another option is automatic tip dressers. The dresser can be on a robot and come to the electrode, every so many welds or the robot gun would go to the dresser. The frequency can be dress a little material after every part or dress more material after every 50 or 100 parts. Each operation has their own economies of scale and best practices that they follow.

SEVERELY MUSHROOMED ELECTRODE
There is no ideal dressing frequency for coated materials. The goal is to dress often enough to insure that all welds are acceptable per specification at the best cost.
Reference: AWS: J1.2 Guide to Installation and Maintenance of Resistance welding Machines
RWMA: RWMA Resistance Welding Manual 4th Edition