
Spot Welding
Questions and Answers
When seam welding a lap seam or a mash seam weld just as in a spot weld generally some amount of material is displaced along the edge of the wheel as it travels along the material. The amount and shape of this material or weld flash could be of sufficient amount to be considered a burr. The material we are talking about is the same material formed around the nose of a spot weld electrode as it welds. All resistance welds seam or spot can leave some deformed material around the periphery of the weld zone. This upset or forging contributes to the strength of the weld. Generally this is not enough to be called a burr but in some cases the indentation could be cosmetically offensive if the surface were to be subsequently painted or were in a very visible location like the hood of a car. Product designers avoid welds in these locations.
Where seam welds generate visible indentations or slight raised areas which are not desired, they can be treated as cosmetic welds. The weld schedule and electrodes, in this case weld wheels are selected to reduce the amount of heating and expulsion on the side of the part where the marking or burr condition is not wanted. The wheel weld face might be increased. The force may be increased. This reduces contact resistance and surface heating. Adjustments to current and weld speed can be made. All of these would be made with the intent of reducing the surface heat and amount of material being expelled or pushed out during the welding process.
Medium frequency systems can vary from 600 – 4000 Hz frequency. Most resistance welding systems are manufactured in the 1000 Hz range. Mid frequency welding can offer many advantages including weight reduction, power reduction and cycle refinement. So one might ask would more than 1000 Hz be better. At this time there are a few applications resistance welding applications using frequencies approaching 2000 Hz. The use of these higher frequency appears designed to take advantage of additional equipment weight reductions realized on some sizes.
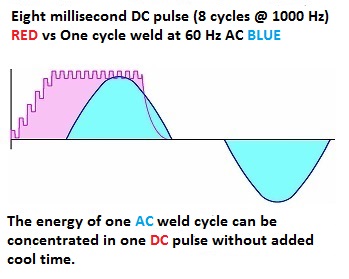
Units at all of these frequencies would offer weight reductions, power savings and the cycle refinement expected with mid frequency resistance welding.
At this time for economic reasons the preponderance of business remains at 1000 Hz.
Units at higher mid frequencies above 2000 Hz may be in the market but are not know to the author at this time.
Reference: RWMA - Resistance Welding Manual 4th Edition
If the resistance welding application is a high speed high power application requiring a lot of power, considerable cooling will be required. This is normally supplied by water systems in the form of city water, recirculated cooling towers or chillers. When cooling is critical due to unusual power and heat being generated attention must be taken to insure that:
Critical components are tested for adequate flow at the proper temperatures.
Water tubes are properly positioned
Chill block and all cooling channels are free of blockages
Chill blocks may need to have additional cooling channels
An upgrade from city or water tower to a chiller may be needed
Water flow meters should be installed and monitored on individual components
Yes, one could consider liquid nitrogen cooling. It is very cold, -195 deg C (-320 deg F). This extreme temperature is well below the 18-29 deg C (65-85 deg F) the AWS J1.2 recommended cooling temperature for a resistance welder.
Should one use liquid nitrogen cooling for resistance welding? Liquid nitrogen probably is not practical.
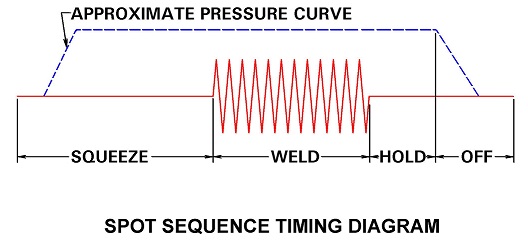
Squeeze time is the first function of the weld sequence during which the electrodes close on the part and build up full force before the control initiates the weld sequence. Squeeze time insures that the part is controlled and under the full force of the electrodes before amperage is applied. This contains the current flow to an area to heat, prevents flash and produces a good weld nugget.
In push pull resistance welding two transformers are arranged opposite each other such that the opposing electrodes are opposite polarity and from the opposing transformer, as shown below. This arrangement is advantageous for making many spots in automated systems. All cables can either be above or below.
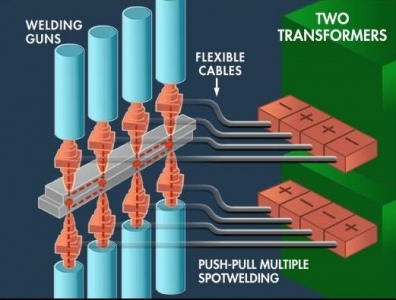
The question is how many SCR’s are required and how are they sized? In the above one SCR would control both transformers, fired at the same time. Therefor the sizing of the SCR would be based upon the total current draw and sizing of the two transformers making the four welds.
To size a transformer see article: “HOW TO SIZE A TRANSFORMER”
Reference: RWMA Manual- Fourth Edition
Page 26 of 44
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.