
The actual surface temperature will depend upon the weld schedule being used and the method of cooling. Is this a fluid tight seam weld or a roll spot seam weld? Is flood cooling used or not? What is the speed of the seam welding? These and other factors will have an effect upon the heat being generated and its build up. Steel no matter the thickness must reach the same temperature to weld. The thickness does dictate how much total heat is input and must be removed.
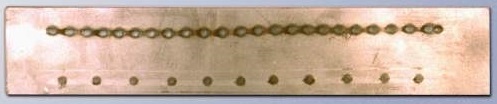
ROLL SPOT
,
CONTINUOUS SEAM - FLUID/GAS TIGHT
Each spot generates the same amount of heat but the shear volume of heat is much greater as the spots are made closer together and faster. When this happens the surface temperature is much hotter.
In all cases the surface temperature momentarily approaches red hot. This would be about 1200 deg Fahrenheit( 650 DEG C). The weld wheel or flood cooling will cool this immediately, if there is time between welds. Roll spot has some time.
If the machine is running the continuous seam, it is probably very red and much hotter than this 1400 – 1600 deg Fahrenheit (760 - 870 deg C). There is almost no time between welds to cool down. This is why flood cooling is frequently used.
The temperature will depend upon what is being welded. How it is being welding and how it is being cooled.
References: RWMA – Resistance Welding Manual 4th Edition