
Coated materials have an increased tendency to stick to and react with the surface of the seam welding wheel because the coatings melt at relatively low temperatures. Aluminized and galvanized coated steels are very common in industry and can lead to a buildup on the surface of the seam welding wheels. This buildup can raise the contact resistance between the wheel and the part surface. You cannot change the melting point of the coating so you must dress the wheel to keep it clean and at the desired weld face size. The most common method is to use a knurl drive system. The knurl wheel cleans and reshapes the weld wheel back to near original dimensions. It also drives the rotation of the weld wheel and part movement. The knurl wheel cuts a knurl type pattern on the wheel surface and shaves the sides to maintain the original width. The knurl on the wheel surface ensures good contact with the part and prevents the wheel from slipping on the part. Sometimes a water stream is directed at the knurl area to remove loose weld and knurl product.
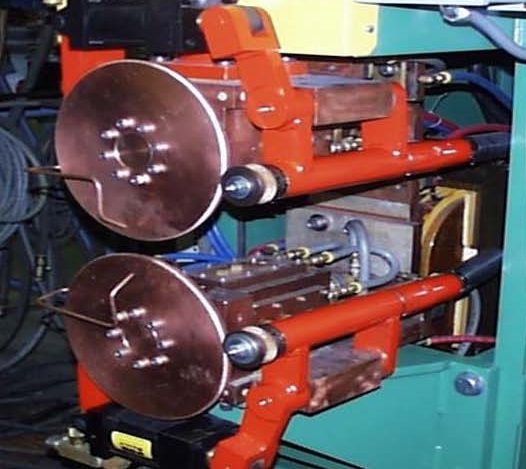
KNURL DRIVEN SYSTEM
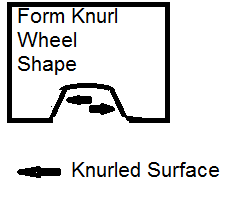
An alternative knurl drive would only have the knurl on the sides of the knurl. It would skive the wheel sides and roll form the actual weld surface with a radius. This would create truncated sides on the weld wheel up to the radius welding surface. The truncated side surfaces would have a knurl pattern which would drive the wheel.
For direct drive systems dressing is also necessary. A similar dressing wheel or tool can be installed to ride on the seam welding wheels to continuously perform the dressing operation. An alternate method is to have a dressing tool or wheel advance up to the wheels in between parts or during part loading.
Reference: RWMA – Resistance Welding Manual Section 4