
Projection Welding
Questions and Answers
We will talk about the weld schedule first. There is no formula for a weld schedule. If you know a schedule for a similar single projection weld it can be applied to your application. If you are welding several projections of the same size and they are spaced modestly multiply the current and force by the number of projections. Current and time stays the same.
Ref: Blog article:
HOW DO YOU DEVELOP A PROJECTION WELDING SCHEDULE?
If a weld schedule is not available then references are available and are listed in the above article. Additionally the references listed below have weld schedules for projection and spot welding various thicknesses of materials.
A spot weld schedule can be used as a starting point. The multiplier noted in the above article will apply applies here.
Remember always start your set up with the power on the cold side to avoid any major expulsion. Then adjust the power up slowly.
When you have achieved a weld nugget it is measured just as in spot welding:
WHAT IS THE FORMULA FOR CALCULATING A WELD NUGGET?
Measure the nugget in two directions at 90 deg apart. Average the two values and you have the answer.
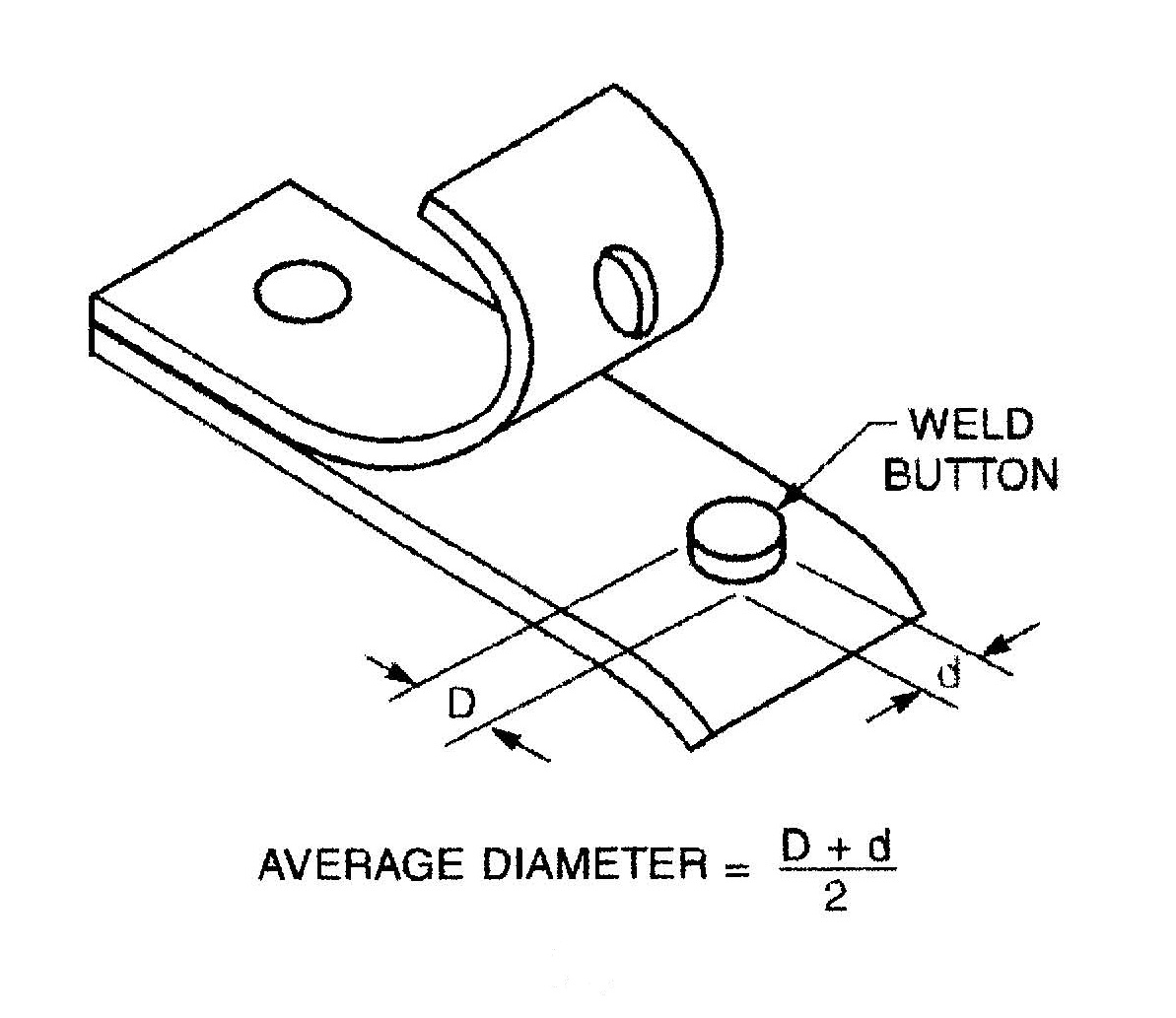
WELD NUGGET CALCULATION
Reference: AWS C1.1 Recommended Practices for Resistance Welding
RWMA Resistance Welding Manual 4th Edition
Tuffaloy Product Inc. Catalog
CMW Inc. Resistance Welding Products Catalog
After projection welding the nut surface might be damaged and coated with weld residue of unknown chemistry. This coating can act as a sponge and hold humidity and actually contain iron, copper and brass and many other chemical components. Some of these can be targets for rust. Bare metal may have been created during the welding process which is also a target for rust formation in the presence of humidity.
A brief search on the web found that steel can begin to rust within a few hours if in a humid environment. The amount of humidity and bareness of the steel determines the speed that this occurs. Some nuts are coated to retard corrosion. Welding may partially affect this coating. Iron will rust even faster than steel.
To prevent rust reduce the moisture and humidity. Rust preventive coated nuts may reduce rust occurrence.

ASSORTED WELD NUT
References: RWMA - RWMA Resistance Welding Manual 4th Edition
This is an interesting question. It brings up part placement, accuracy, consistency and safety. The part needs to be loaded accurately each time and at the same time the operator must be safe. Safety will be briefly discussed here. There are a few general items that can be considered:
• Normally operators have eye protection and gloves for protection from flash or burrs on the metal components that may be handled
• Tooling or fixtures are common which accept the part components and hold them in the proper position and orientation prior to welding
• Auto loading mechanisms are frequently used to load parts (nut welding)
• Auto loaded or manual loaded, the parts must be positioned to ensure that the electrode force is perpendicular to the projections. The goal is even perpendicular force distribution. If the electrode is at an angle skidding may occur and weld strength may be compromised along with part distortion.
• Robotic systems frequently are used for part placement
• In manual loading, safety systems are employed to ensure that the operator is clear before the welder can be initiated.
• Robotic or Automatic systems are frequently enclosed in caged areas for safety
From a resistance welding point of view the part must be held or positioned in the proper orientation and alignment to meet the part specification. It must stay that way until the electrodes have closed on the part. Fixtures or tooling frequently perform this function.
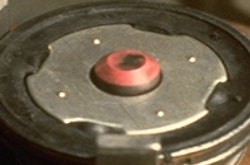
PIN LOCATING 4 PROJECTIONS
In some applications part desing fullfils this need
Parts are generally fixtured and loaded manually or with auto loading systems. This will allow for hands to be out of the weld area before weld activation. In manufacturing, safety systems are frequently employed to ensure hands have been removed before the weld cycle will activate.
Local machine manufacturers and suppliers will be familiar with the local regulations and available safety equipment for fixturing and personal protection.
Safety requirements vary. KNOW, UNDERSTAND and ADHERE to the prevailing Safety Standards in your location for manually loaded parts or auto loading systems.
Safety implementation is beyond the scope of this blog.
Reference: RWMA - Resistance Welding Manual 4th Edition
By the nature of the process, projection welding electrodes deliver the pressure and current through a large flat surface area as compare to spot welding.
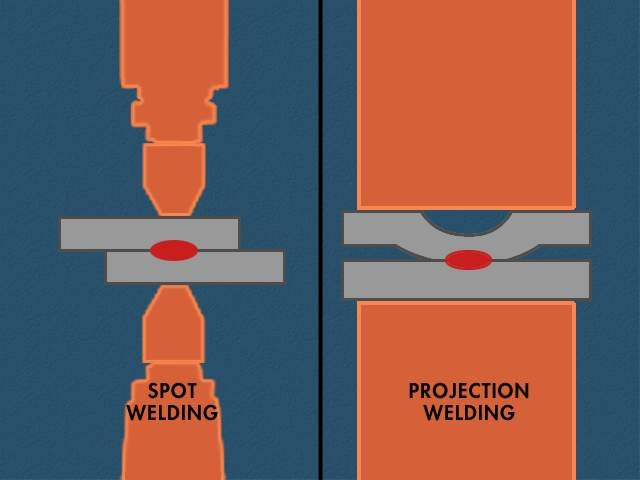
This results in greatly reduced surface wear on the face of the projection welding electrodes. Their life is generally much longer and require minimal maintenance. The wear on the face of the projection welding electrode may have little if any affect upon the weld quality. It may only affect the cosmetic appearance on the part surface it contacts. In many cases this is not an issue.
As stated projection welding electrodes can run a long time without dressing.
If projection electrode wear does impact weld quality it is time to dress. If the part begins to stick to the electrode because of cracks or roughness, it is time to dress. Watch your weld quality but expect some other problem to crop up and influence your need to dress the projection weld electrode.
When dressing is desired for whatever reason be it part surface, sticking or convenience a light resurfacing will usually suffice. This can be on the machine or removed and done in a machine shop.
See another article in this blog:
CAN PROJECTION WELDING ELECTRODES BE DRESSED EASILY?
There is no canned number or welds at which this will occur. It should be more than spot welding. After a few production cycles you will learn what your normal process issues are and know what to expect and when. A routine will be easy set up and maintain for your process.
References: RWMA – Resistance Welding Manual 4th Edition
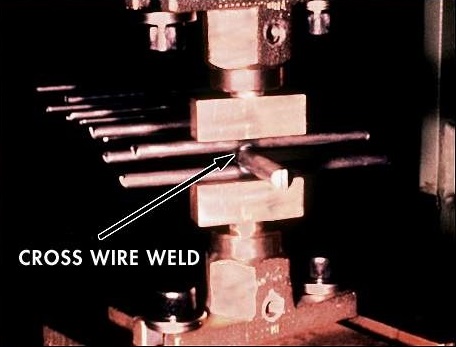
Resistance spot welding of copper is possible but requires great care due to its high conductivity. Projection welding eliminates some of the issues by concentrating the current in a small area which concentrates the heating. This may help. The electrode can spread the current input over a large surface area not just the weld area. This makes it an easier job for the electrode. In this application of a copper cylinder beingprojecton welded to a copper plate a grove to match the cylinder can be cut in the upper electrode. Current can flow into the part the full length. The cylinder is only going to mate with a cross projection in a small portion of that length where heat will be briefly generated between the cylinder and the plate at the projection/point contact.
The electrode on the plate side should also be a large flat surface electrode to serve the same function. The heat by design will concentrate at the projection in the plate.
For a spot welding the electrode material should be RWMA Class 13 or 14. For this projection welding application RWMA Class 2 is probably sufficient. If mechanical wear is too much try RWMA Class 3. Both Class 2 and 3 are are more available and economical than Class 13 and 14.
The real issue in this process may be that the cylinder and projection are likely going to collapse. Is that an issue??
An alternate process is a resistance braze. The joint is made with the addition a small amount of braze material in the joint area. Resistance heating is used to heat the joint area up to melt the braze alloy and resolidify at a force that would not collapse the cylinder.
Reference: RWMA – Resistance Welding Manual 4th Edition
AWS C1.1 Recommended Practices for Resistance Welding
CMW Resistance Welding Products Catalog “Electrode Materials For Spot Welding”
Page 2 of 14
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.