
Seam Welding
Questions and Answers
A seam welder is a spot welder using a wheel for an electrode. The shunting current rules apply the same for seam welding just as they do for spot welding. In the case of a traveling head seam welder the first issue is – How many wheels are mounted? Sometimes there are two. Their spacing/separation will be an issue to include. The next of course is the spacing of the spots. If this is a liquid tight seam weld then shunting currents will be present and must be allowed for. If this is a roll spot seam, the distance can be adjusted/increased to prevent shunting currents.
A stitch weld is a series of spot welds made in a row down two pieces of material. It is similar to a seam weld but is a weld gun or machine cylinder applying the individual welds rather than a rolling seam welding wheel.
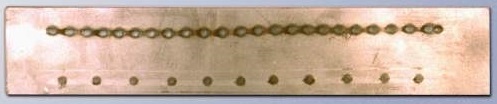
VARY SPOT SPACING TO MAKE A STITCH WELD
The answer to the question is maybe. It depends upon the coating and how the schedule and wheel geometry are set up to handle the change in the material surface. If this is a galvanized coating which will melt at a low temperature and could squeeze out of the weld joint area. Yes, one might expect a little more material pushed out of the seam area. This may or may not be noticeably more than with the bare material. This would need to be addressed in how the schedule and wheel are applied. However this could be a nonconductive paint or other coating which is another issue completely.
The answer is one would address the coated or non-coated material in a similar fashion as described in article:
HOW CAN YOU PREVENT SEAM WELDING BURRS WHEN WELDING 0.8 mm MATERIAL?
To address this question we will assume that we are making a liquid tight seam weld. In this process the welds overlap as the weld wheels roll forward. In a seam weld the process current is developed to allow for shunting current through the trailing welds which have already been made.
This part has tack/spot welds occasionally to hold the two surfaces in place. When the weld wheels approach one of these tack/spot welds the weld conditions change. As the wheel approaches, increasing shunting current can now travel forward through the parent material and the tack/spot weld. This forward shunting path is not part of the normal current allowance. This portion of the current is no longer passing through the intended seam weld. Our seam weld will be cooler because less current went through the desired seam weld. This might lead to the seam weld decreasing in size and possible failure to meet specification.
The best document for troubleshooting a seam welder would be:
AWS J1.2:2016 “GUIDE TO INSTALLATION AND MAINTENANCE of RESISTANCE WELDING MACHINES”
This document explains the importance of the various aspects of a proper installation. These installation guides give you many points to troubleshoot on an operating machine.
It also lists many undesirable weld results and what may be causing them.
It has a trouble shooting section. What to look for and where to go to correct the problem.
A seam welder is a resistance welder with circular rotating electrodes and flood cooling. All other factors are the same. The weld head is different in that it acts as a bearing and conductor. Wear of the bearings and sliding contacts is common over time. The conductive grease in the weld head normally needs to be replaced at the same time the weld head is overhauled.
Maintenance of the weld head should be left to seam welder manufacturers.
See: Article “CAN A WORN SEAM WELDING SHAFT BE REWORKED?”
Page 6 of 11
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.