
There is not a lot of data published on projection welding. There is a table published by AWS in their specification AWS C1.1 Recommended Practices for Resistance Welding. Table 48 lists process requirements for cross wire welding hot and cold drawn steel wire. It should do well as a starting point for this application.
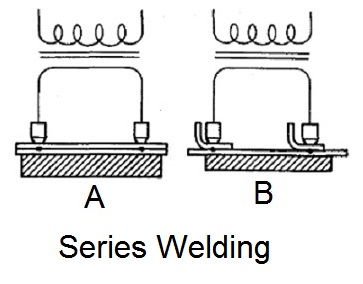
In a series weld generally an upper gun puts power in through one weld point which travels through that joint into a common lower platen. The power flows through this platen to the location of the second weld and then through this weld to the second weld gun and back to the transformer. Two welds are made with one operation. Care must be taken to keep the welds separated to avoid shunting currents. Shunting currents are currents that do not flow through the desired weld joints.
In the given wire welding situation 4mm wire replaces the upper piece. Spacing must be adequate to avoid current flow through the wire. Then using the chart in C1.1 try the lowest set down listed at 15% for your wire size. Take those values and reduce the power by 30 to 50% and see what happens for the first trial welds. Then adjust up or down on the settings until something happens. If nothing happens at 15% set down settings go to 30% settings and try the same process again.
Always approach from safe low power setting to make sure that part, people and equipment are safe in this trial and error scenario.
The values listed in C1.1 will make a weld for the material listed. Your material and equipment may vary but a weld can be made at similar settings.
Reference: AWS C1.1 Recommended Practices for Resistance Welding
RWMA Resistance Welding Manual 4th Edition