
Controls & Transformers
Questions and Answers
For many years AC was the system of choice for resistance welding. DC was present for those applications that demanded high power where balanced three phase input and large secondary outputs were necessary.
Over the last twenty years MFDC (mid frequency direct current) offered a means to lighten the weight of the transformer which made robotic welding a practical resistance welding application.
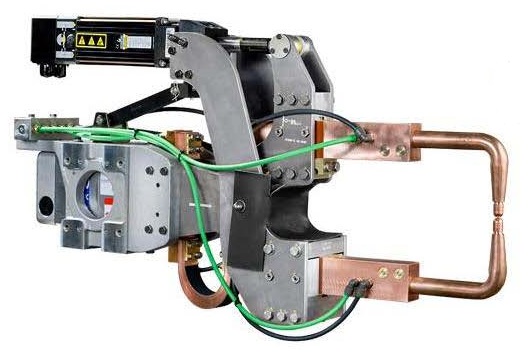
Transgun with MFDC Transformer and Servo Actuator
Today MFDC is the largest application of resistance welding transformers. It has found wide acceptance in all industries. It is a balanced three phase, can use less power and has a power factor near unity.
The power factor comparison is:
AC – 0.3-0.8 (Varies with throat configuration)
MFDC- 0.99
Reference: Roman Manufacturing - White Paper 2017 “A Comparison of AC to Inverter DC Resistance Spot Welding and the Effects On Dual-Phase 600”
The cascade weld control AC outputs (H1, H2) are wired to the appropriate terminals on the primary side of each transformer. The transformer secondary’s are wired to the weld gun and copper buss bar. The transformer outputs are isolated by the design of and properties of the welding transformer and thus you can connect one leg of each transformer secondary together on a common bus. This connection can also connect to the machine frame or ground. The control, transformer and machine should all be connected to the plant distribution ground.
If a process has been running successfully for some time and one suddenly losses the desired nugget, one of two things has occurred. A process variable has changed or the process was operating on the edge of the weld window. If this has been a long term good process, then process variables are the most likely suspects.
Process variables are anything which can affect the amount of current or the heat being generated. One should look at the variables that control pressure, current and time. Has your part changed? Is the forming of the part different and requiring more force to bring the two surfaces together? Has the cylinder or servo begun to stick or become sluggish? Have you tested the pressure? Is there sufficient plant air pressure and flow, all day? Is the plant power sufficient and consistent all day? Is there sufficient squeeze time to close the electrodes and reach full pressure? Do the electrodes need dressing? Are all electrical connections tight and clean? Have the shunts or cables worn? Some of these are wear items. Any one of these items can cause a change in weld performance.
Other individual articles describe these topics.
Go back to the basics. Check the current process against the original setup documents.
The secondary will short to ground because the secondary should be grounded. A possible failure mode is a short between the secondary and the primary. This indicates a failure of the insulation layer between these two windings. This failure can be caused by many reasons related to heat, condensation and other factors, to be discussed in another article. The transformer, welder, control and secondary should all be grounded which should take out the main breakers to the machine and protect the machine and personnel. The cause for this electrical short has been covered completely in another article which can be read separately:
Why Did the Resistance Welding Transformer Short Out Between the Primary and Secondary
For AC welding it is important to operate at a relatively high percent heat. This gives you the maximum efficiency and minimum off time during each weld cycle of the sine wave. So your weld schedule should be designed to optimize this situation as opposed to a high tap and a low setting where a large percentage of the time (each cycle) there is no current flow and the weld is actually cooling down.
Page 16 of 40
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.