
Controls & Transformers
Questions and Answers
This sounds like the transformer insulation may be failing. This could be very serious. The primary of the transformer is separated from the housing and the secondary by what can be a thin layer of insulation. If it fails there is a direct short of primary to the case or the secondary. Either is very serious and can be dangerous.
The transformer should be thoroughly tested immediately and repaired. To be safe reconfirm the proper grounding of the machine to insure personnel safety.
Standard transformers in North America are built to the RWMA standard which calls for a 50% duty cycle rating. Based on this a series of steps must be followed, estimated or assumed:
• The primary voltage has to be a known starting point?
• What secondary weld current is required?
• What is the impedance of the circuit? This is a machine function.
• The secondary voltage will be a function of Ohm”s Law of the weld current and impedance.
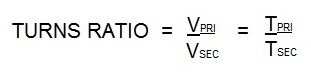
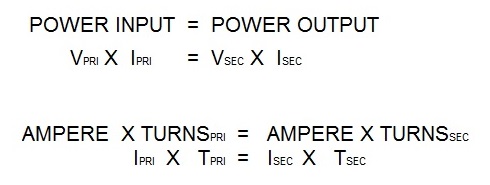
If one knows the starting primary voltage and calculates the duty cycle and knows the secondary current and can calculate the secondary voltage and turns ratio.
The answer to the original question is:
Know the primary power input.
Know the secondary welds per minute and secondary amperage.
The transformer builder can then determine the product best suited for your application.
Other related articles in this blog are:
WHAT IS THE TURNS RATIO FOR A SPOT WELDER
WHAT IS TRANSFORMER % DUTY CYCLE?
Reference: RWMA Resistance Welding Manual 4th Edition
Resistance welding cables are made in different conductor sizes and lengths. Additionally they are manufactured as air cooled or water cooled. The air-cooled version must be attached to water cooled surfaces at both ends. The are generally covered with a protective sheath to prevent abrasion. Select the cable based on the ampacity and length required.
It is important to select the proper size for the job and minimize connection joints and length to reduce resistance in the overall circuit. One must know the expected current that is going to be passed. This with the distance from the transformer to the electrode one has an approximate length.
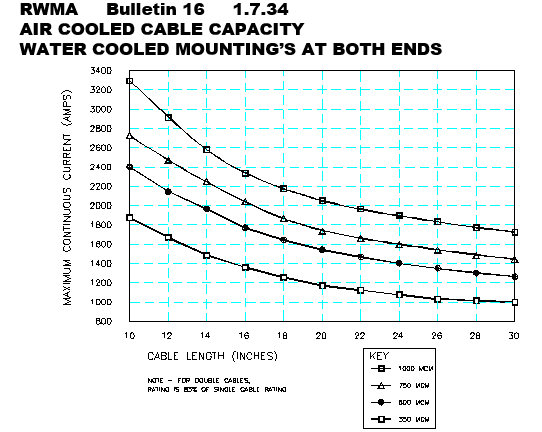
Using the desired current and length the proper MCM (Maximum Continuous Current) cable can be determined for the application.
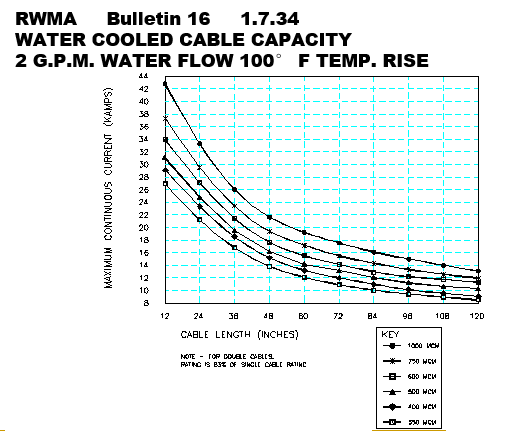
Water cooled cables offer higher conduction capacities with a premium cable if required.
Reference: RWMA Bulletin 16
Duty cycle is a measure of the work that the transformer is doing. Machines are designed not to exceed 50% duty cycle. All components of the machine cables, shunts, transformer, controls and all conductors are designed for this value. If exceeded the life of the machine will be shortened dramatically. The formula shown below is based upon standard AC - 60 cycle welding with a one minute integration time period.

A complete example of the calculation of duty cycle is shown in the article linked below. This example covers calculations for both AC and MFDC equipment.
WHAT IS TRANSFORMER % DUTY CYCLE?
Reference: RWMA – Resistance Welding Manual Section 19.3
Throat size refers to the area of the welder enclosed by the path of the current from the transformer, through the conductors, electrodes then conductors and back to the transformer. A schematic is shown below. A robotic transgun and press welder all have a throat area. They are just different sizes depending upon the part being welded.
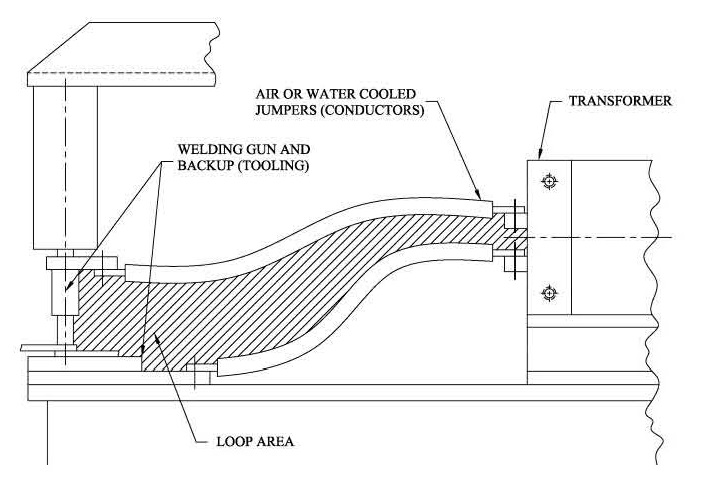
THROAT AREA
Size is determined by the job requirements. For power efficiency one should generally not size the throat area larger than required for clearance of the product. This is especially true for AC equipment where inductance and impedance are a factor. Large throat areas can dictate increased large transformer and control (power supply packages). This is dictated by the impedance losses. A job shop may weld many different parts on the same machine. This will dictate a larger power supply.
The science behind this is: “OHM’s LAW”
Page 8 of 40
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.