
Aluminum has a very high expansion and contraction during heat cycles. This in combination with a narrow plastic range make the weld nugget subject to crack formation during solidification. The fast contraction can lead to weld failure as welded.
Normally resistance welds are made with fast heat up. With two water cooled electrodes on the surface of the aluminum it will cool down fast. This is where the problem begins. There is a shrinkage in volume as it shrinks so the electrode system must have good fast follow up in order to maintain constant force.
Another tool sometimes used is a slowed cool down along with carefully timed forging to reduce the shrinkage voids.
If the voids are reduced or eliminated the aluminum weld will have greatly improved integrity.
American Welding Society - AWS Standard Publication C1.1 Goes into depth on the methods and has weld schedules for a few sample aluminum materials to explain the processes used.
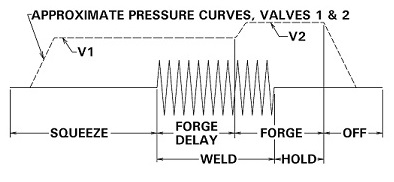
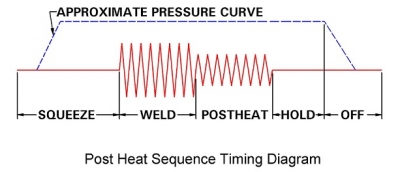
As stated in the AWS C1.1 the timing of the post heat and forging action is critical in order to close the voids before the aluminum has solidified but not too soon or one could dissipate the heating effect of the forging current.
See:
CAN ALUMINUM WELDS BE IMPROVED WITH FORGING?
Reference: RWMA Resistance Welding Manual 4th Edition
AWS Std C1.1 Recommended Practices for Resistance Welding