
Indirect and series welds are very similar. They use similar machine and power set ups. The difference is that with indirect welding one pole off the transformer is connected to a pick-up conductor rather than an electrode. Therefore, the current returns to the transformer through this location but no weld is made. This process eliminates marking at the pickup point and the need for electrodes on the other side of the part when only when weld is required.
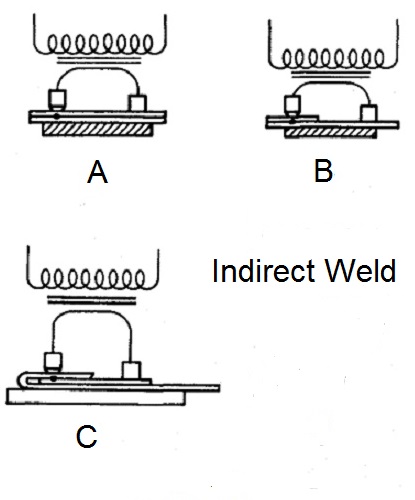
Note that in each sketch one electrode is contoured/pointed to concentrate the heat and weld. The other is flat to dissipate the heat and make no weld. There will be little marking of the part on the back side and none at the pickup point.
The clinched part in “C” can be welded with virtually a full cosmetic weld on the back side. Shunting currents are still present as in series welds in “A”. Current can travel in the upper sheet without passing through the weld to reach the return contact.
If the distance to the pickup electrode is sufficient this can be reduced to a minimum. In example “B” there is no shunting current since the top work-piece does not touch the pickup electrode. All current had to pass through the weld to reach the return contact point.
If all the electrodes had contoured faces, then these would be series welds at all locations. Cosmetic welds would still occur opposite the electrodes.
To maintain control of this operation and any resistance welding operation many variables must be observed and controlled. These include:
• Electrode maintenance on a scheduled basis
• Force monitoring at each electrode
• Current monitoring at each electrode
• Cooling at each electrode
• Shunt and cable condition monitoring regularly
• Part mate up at each weld location
• Material surface condition
Other articles in the blog on this subject are:
“WHAT IS AN INDIRECT WELD”
“WHAT IS AN INDIRECT PUSH-PULL WELD”
“WHAT IS A COSMETIC WELD”
In addition to this the American Welding Society has a standard which is applicable to this discussion:
AWS D8.1 Specification for Automotive Welding – Resistance Spot Welding of Steel
Reference: RWMA: Resistance Welding Manual 4th Edition
AWS D8.1 Specification for Automotive Welding – Resistance Spot Welding of Steel