
In a normal spot weld set up, the pair of electrodes would be matched in alloy and face diameter in order to generate equal heat to the part from each side. Certain applications due to material or part design dictate a change from this balanced approach. Two electrodes of different alloys or design are frequently used to balance the heat and keep the nugget formation at the desired location. This is call “Heat Balancing”.
Another article in the blog describes “Heat Balancing”
“WHAT IS HEAT BALANCING”
To balance heat two approaches are used:
1.One is to alter the face diameter of the electrode to either cool one face by using a larger face diameter. The same amount of energy is spread out and therefore the area cools. Or a smaller face diameter is used to concentrate the heat which heats up that area. This is referred to as the "X Theory of Heat Balancing"
2.The second approach is to change the electrode alloy. Use a hotter less conductive alloy on the side that one wants to run hotter. Conversely a cooler more conductive electrode alloy on the side that should be cooled. Using the RWMA system use a lower RWMA Class alloy Class 1 for cooling. Higher values RWMA Class 2 & 3 are hotter alloys.
These changes can be combined but as in all experiments, it’s best to test one change at a time.
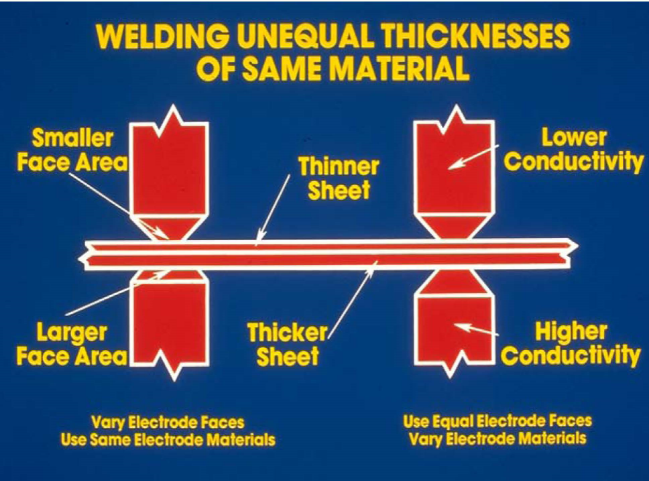
The nugget will tend to form in the thicker sheet. To move the nugget and even out the formation the above “heat balance” changes can be made. This demonstrates two thicknesses. This could be two alloys, multiple thicknesses or an unusual design.
An article describing this process is:
"ARE “X’ THEORY OR HEAT BALANCE A FACTOR IN PROJECTION WELDING?"
Varying the electrode alloy for design reasons is a common in resistance welding.
Reference: RWMA - Resistance Welding Manual 4th Edition