
Weld nugget size and shape are dependent upon the welding parameters and the condition of the parts being spot welded. Electrode size, shape and location on the part can have an effect. The weld schedule which is the power input and force of the electrodes will affect nugget formation. The part material, surface conditions and flatness will contribute to the nugget formation.
Most weld schedules call out a desired nugget size. The welds can be cross sectioned and measured. The most common method is to pull the two welded surfaces apart to expose the nugget. This is performed with a vice, using pliers, hammer and chisel.
The result in graphic form is shown below:
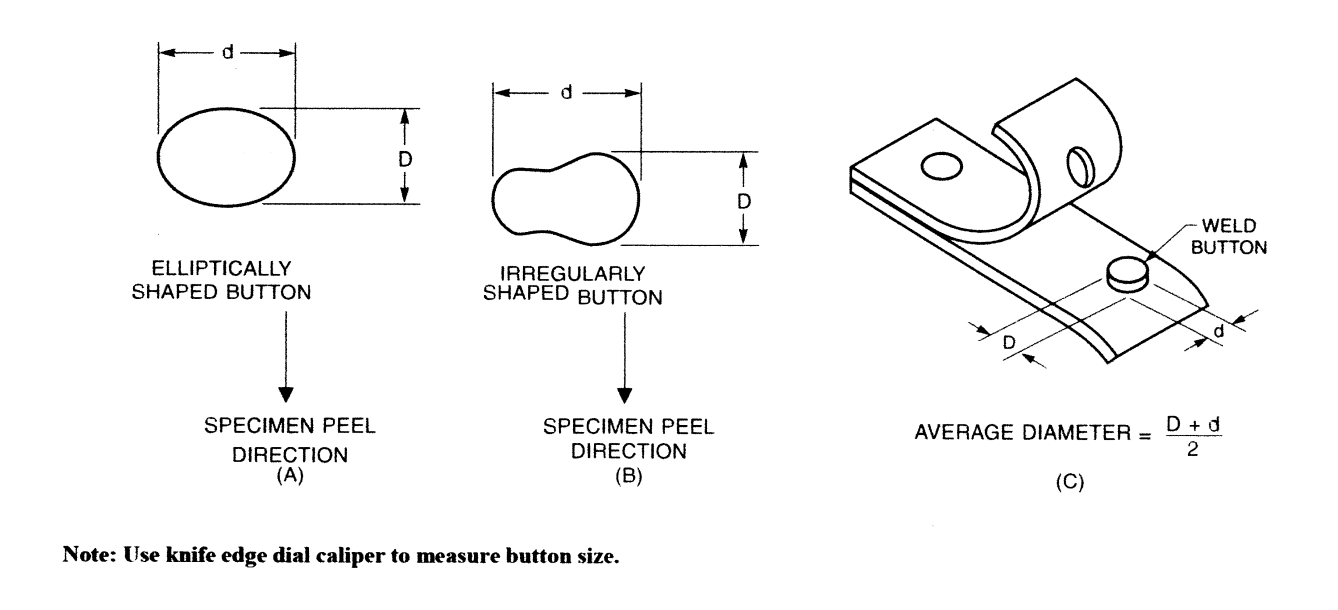
The nuggets may not be perfect circles. To calculate the nugget size all are calculated using the same simple average of the dimensions as shown. Weld nugget size is the normal specified dimension. Weld nugget area is generally not specified. If desired the area is desired, it can be calculated
Using the area of a circle: A = πR2 or A = πD2/4
In the case of the “C” exhibit above this formula will work. For exhibit “A” or “B” the math becomes complicated. Every nugget can vary in shape and size as suggested by exhibit “A” and “B”, depending upon the weld conditions. Calculation of the weld area for these examples is a mathematics exercise. The possible variations too many for consideration in this blog.
References: RWMA Resistance Welding Manual 4th Edition
AWS Standard – C1.1 Recommended Practices for Resistance Welding