
Spot Welding
Questions and Answers
Indirect welds use similar machine and power set ups to series welds. The difference is that one pole off the transformer is connected to a pick up conductor rather than an electrode. Therefore the current returns to the transformer through this location but no weld is made. This process eliminates marking at the pickup point and the need for electrodes on the other side of the part when only when weld is required.
Another variation of the series weld is the push-pull weld. In this process the electrodes are connected to separate secondary circuits on both sides of the weldment. The polarities are arranged as shown for proper current flow. Shunting current is still present but now in both workpieces. The voltage between the electrodes increases the weld current to shunting current ratio when compared to other series weld set ups. Therefore you get more power delivered to the weld.
In a series weld the current is conducted into the part by two electrodes touching the part from the same side. A weld is produced at each electrode. One electrode serves as the positive the other as the negative. The current flows into the part and through the desired weld joint and through the part and or backup mandrel to the second electrode. It makes a second weld at the second electrode. This type of set up frequently allows for all electrical components to be designed to be on one side of the part.
A direct weld is a standard spot weld where the current path is directly through the workpiece between opposing electrodes. This is the easiest weld to produce. The electrodes size and face shape can be optimized for the application. The face can be radius or flat to produce the desired spot weld.
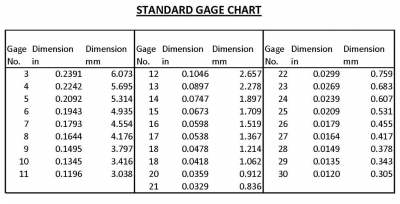
On many specifications the material call-out is a gage number. If you are not familiar with this term you cannot go forward with a weld schedule. You must know the material thickness which is what the gage number represents. Below is a table showing the gage size standard for steel sheetmetal.
Reference: Tuffaloy Catalog 2017
Page 33 of 44
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.