
Spot Welding
Questions and Answers
The location of the weld nugget is determined by the locating the resistance center of the part being welded. The “Relative Resistivity Diagram” explains this graphically.
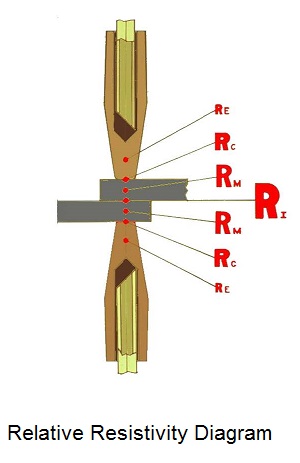
Every component and contact point in the weld has a resistance and contributes to the weld nugget location.
By definition - If the upper and lower halves of the resistances are equal, and RI is the largest Resistance then the weld will occur in the center. If there is any imbalance then the nugget will move up or down toward the hottest spot. This is called heat balance.
In most manufacturing operations nuggets are tested by pulling the part or test coupon apart after welding. This is frequently done with a combination of hammer, pliers and chisel. Then the resultant pulled weld nugget is measured with a set of calipers in two directions, 90 degrees apart. The two numbers are added together and divided by two for an average. This is the value to be compared to your quality standard. If the nugget is oblong or odd shape you still make the same measurement and divide by two getting the average over the varying dimensions.
The question posed is about welded parts that fail - pop open while sitting on the workbench for a few minutes. The parts were probably distorted and stressed during welding. As they cool the shape tries to return to its original state. This puts stress on the weld joints. Poor joints could fail. There are two general areas to discuss as the cause of the weak joints. One is the work piece material composition. The other is the general weld procedure and resultant nugget.
Copper is a very conductive material and therefore may require one to use modified procedures from the ordinary. It can be resistance welded to similar materials. There is so much difference in the conductivity between copper and steel that this would be considered a difficult weld to make. The steel will want to heat up before the copper. The weld charts call for Class 1 on the steel side and Class 13 or 14 on the copper side. There probably will not be a weld nugget formed. The bond would be described as a stick weld.
Push-pull welds are generally series welds which make two welds at a time. In some cases only one weld is required and there may be cosmetic reasons to keep marks off the part. In this case the second pair electrodes are flat and large. They become electrical contact pickup points. The same dual transformer arrangement is set up with the proper polarity but one set of electrodes are flat not contoured. This is an indirect push-pull weld.
Page 32 of 44
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.