
Spot Welding
Questions and Answers
To answer this question the first assumption is that the question is not concerned about a fixture or holding type clamp. The question is directed towards the electrodes on the welding gun or press welder that closes on the part and hold it in place to deliver the current and force and forge the weld. This answer will talk about the copper alloy used as the resistance welding electrode materials.
In other articles RWMA Group A Class 1, 2, 3, 4 are described. In addition RWMA Group B Class 20 is described. With the exception of the Class 4 all are used regularly as electrode materials in various applications. Their properties vary and it is their properties that decide their use in the various applications. The more conductive materials, Class 1 find applications where conductivity is most important. The stronger materials are applied where strength is the overriding factor, Class 3. Class 2 is used in most applications, which are steel. It is a middle of the road material with good conductivity and strength.
As long as the metal thickness, material and stack up are the consistant the same schedule can be used. This is an accurate statement with several exceptions.
First, the arrangement of the group of welds must be considered. All published weld schedules specify a minimum weld spacing to minimize shunting currents. Shunting current is current that can flow through the first weld rather than the weld being made. If the spacing is greater the resistance is higher and the current will not flow through the original weld. All of the current will flow through the desired weld area and produce a second good weld. If too close together more current is required to compensate for this wasted current.
Most published weld schedules list a value for minimum weld spacing between individual welds to prevent current shunting through the first weld.
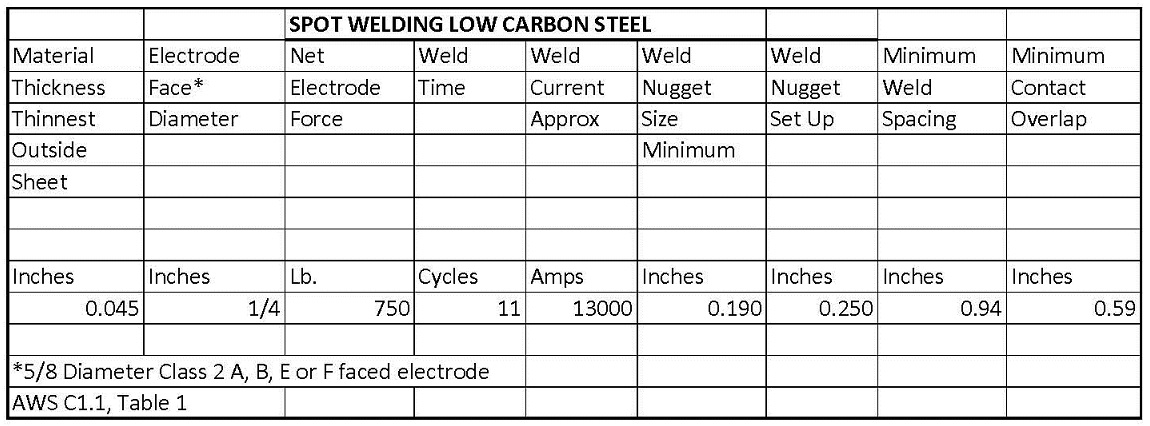
This spacing will vary by the material and its thickness. Whether you are designing fixed automation or deciding the space between robot welds a minimum spacing must be adhered to for good weld practice.
The AWS recommended temperature range for spot welding cooling water is 65-85 degrees F. One should make a decided effort to stay within this range for the protection of the transformer and control.
The answer is YES. AWS Standard J1.2M/J1.2:2016 Guide to the Installation and Maintenance of Resistance Welding Machines
This standard covers installation as well as ongoing maintenance. This applies to welding guns or machines.
The spacing between welds is very important. If the welds are too close together some of the weld current could flow through the first weld. This current would be wasted and not help make the second weld. If less current flows through the second weld its weld nugget could be smaller than the first weld nugget.
Reference article: IS THERE A MINIMUM SPACING BETWEEN SPOT WELDS?
To determine the proper welding procedure for standard material one should turn to published weld schedules. There are schedules available for most common materials being resistance welded. The sample schedules give a good starting point. You likely will have to vary your settings to arrive at the desired quality values your job calls out.
Page 29 of 44
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.