
Cooling is possibly the most important factor in electrode life. Proper water tube location will insure water flow as close as possible to the working face with the proper flow and temperature water. In each resistance welding application after the weld schedule is determined and the proper pressure, current and time (PCT) are set another important factor for electrode life is water cooling. Even with the proper setting every electrode will see very high temperatures and forces on its face. Over time this creates the traditional mushrooming of the weld face. To slow this face wear down we must reduce the time at high temperature that the weld face sees. Proper water cooling of the electrode is critical.
All resistance welding holders and adapters are supplied with water tubes. Most of these tubes have adjustable lengths and are cut at a 45 degree angle. The adjustable length is to match any electrode length and the angled end is to prevent it from being restricted if pushed against the inside face of the electrode. The proper position of the water cooling tube is against or very near the inside face of the electrode. If the tube is more than ¼” away from the inside face of the electrode, it can allow a pocket of steam to form during the actual weld operation. Steam is a terrible heat conductor. This greatly restricts the cooling at the exact time that we need it the most and electrode wear will increase. We need the cooling water to blast that inside face of the electrode during the weld cycle to minimize the time the face is at high temperature and thus extend the life of the electrode and produce more good welds. Any compromise on water cooling will result in reduced electrode life and fewer acceptable welds before corrective action must be taken.
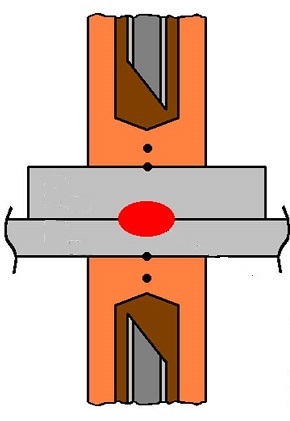
Graphic with water tube in proper location for water cooling.
Reference: RWMA - Resistance Welding Manual 4th Edition