
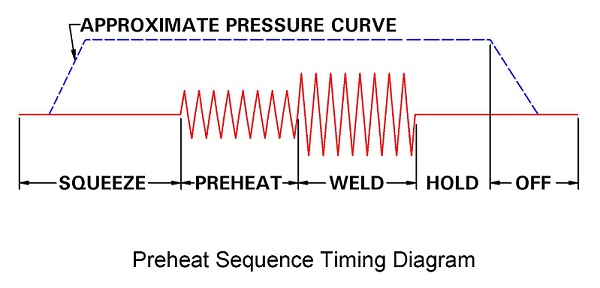
Squeeze time is the first sequence of a weld schedule. It is designed to allow the electrodes to close and build up full force on the parts before current is applied. If squeeze time is too long it does not hurt the welding operation but it does increase the cost of the total operation by increasing the total time of the weld schedule and thus fewer parts per shift.
On the other hand short squeeze times mean the current could come on before the force has built up. This can result in metal expulsion, inconsistent nuggets, and erratic quality.
Squeeze is an important function and should not be short changed.
A related article:
Must I have full force before current is applied?
Reference: RWMA - Resistance Welding Manual 4th Edition