
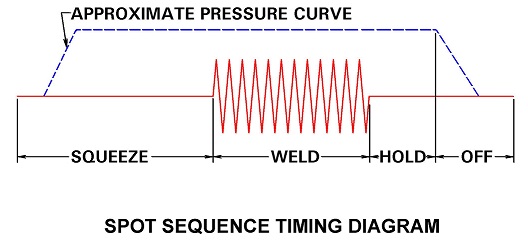
When the operator actuates the foot switch, a signal is sent to the resistance weld control to actuate the weld cycle. On a typical simple weld cycle the control would initiate:
SQUEEZE – the time for force to build up and contain the work piece
WELD – time of current flow/heating and weld nugget generation
HOLD - nugget cooling, containment & forging
Current does not flow until the squeeze time has been completed. The time from foot initiation to current flow depends upon the length of the squeeze time. The foot pedal has nothing to do with the current initiation.
The welder control initiates the current at the proper predetermined time in the weld sequence. If the squeeze time is short the current initiates quickly. If longer, current initiation is delayed. Squeeze should be adequate to allow force build up to prevent/reduce expulsion.
References: RWMA Resistance Welding Manual 4th Edition