
Controls & Transformers
Questions and Answers
The answer is two more coil turns in the primary of the transformer with the 47 vs the 45. This is not a lot of difference. Let’s discuss what turns ratio is. Turns ratio refers to the number of times the copper primary is coiled around the steel core in an AC transformer. For more information go to the article:
“WHAT IS TRANSFORMER TURNS RATIO?”
In it the following formula is given:
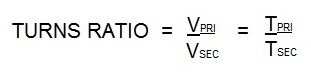
Vpri = Voltage on the primary Tpri = Turns in the primary coil
Vsec= Voltage on the secondary Tsec = Turns in the secondary coil
An AC secondary coil has one turn. So for easy math using 220 V input. The above formula results in:
The 47 turns would produce 4.7 V.
The 45 turns would produce 4.9 V
This is the voltage in the secondary circuit of the transformer. By changing the turns ratio we were able to change the voltage output of the transformer. Some transformers have tap switches built in. These tap leads connect to various points in the primary coil. This allows you to change the turns ratio of a transformer which gives you a multitude of voltages from one transformer.
See Article: WHAT IS THE LOWEST TRANSFORMER TAP?
Reference: RWMA Manual Chapter 19
The universal answer to this question is the number 1 tap. The deeper question is what does this represent? Transformers vary in design so the number 1 tap can also vary by design. What does not vary is that the lowest tap connects the primary to the maximum number of turns in the transformer. This will produce the lowest voltage available from the transformer. This low voltage will in turn drive lower currents and welding power. All other tap settings will produce more voltage and power being delivered to the resistance welder.
STEP 1
Calculate the duty cycle at 50%.
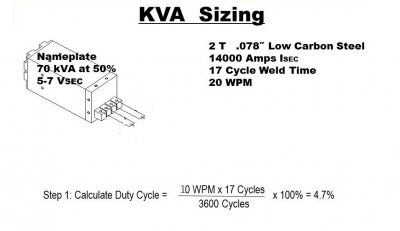
STEP 2
With the duty cycle calculated, use step 2 to calculate the actual power required to operate at the 50% duty cycle. Then compare the values to determine if the 70KVA transformer is sufficient for the job.
KVA demand is a measure of the actual instantaneous demand for power placed on the electrical delivery system of the plant during the weld cycle. The KVA Demand in turn is used to calculate the KVA rating at 50% duty cycle. Transformers are commonly rated at 50% duty cycle.
Below is an example of a calculation of KVA demand for an application using a 70 KVA AC transformer to determine if it will be adequate?
Resistance welding transformers are very robust. They can operate for years without any problems. When they fail it is catastrophic. A short between the primary and secondary coils is one method of failure. This occurs when the insulation between these coils fails. It is a very thin separation between the primary and secondary coils. Any damage to this thin layer can lead to a catastrophic short between the two coils. To prevent this from happening on the replacement transformer the cause for the short must be sought and a plan to prevent in the future put into place.
The short between primary and secondary means that primary voltage is now on the secondary. This is dangerous and a safety problem. Proper grounding or use of a ground reactor as outlined in
"American Welding Society – ANSI Z49.1 Safety in Welding and Cutting and Allied Processes" is necessary
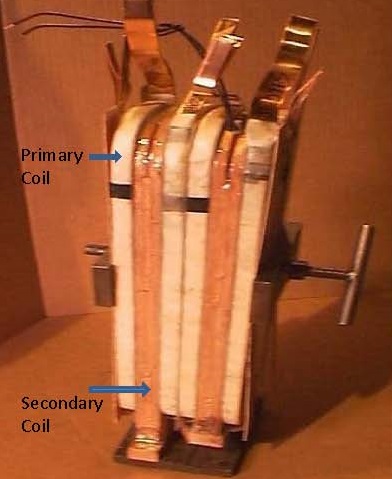
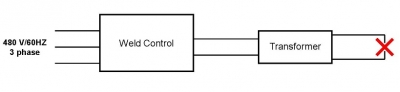
Transformer Coils Assembled showing primary and secondary coils. Simpolified Sketch of The Power Components
Page 20 of 40
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.