
Controls & Transformers
Questions and Answers
This question was generated from another article in this blog:
HOW DO YOU MEASURE THE INSULATION VALUE OF A RESISTANCE WELDING TRANSFORMER?
?
MEGGAR TESTER
The original article describes how to measure the insulation condition of a transformer. This is very important since the insulation is very thin and its failure makes the machine inoperable.
The question is how do you test without causing the damage. The answer was in the original article in the last sentence.
This type of testing should be performed by personnel trained to test transformers. Transformer manufactures can perform this test.
Reference: RWMA Resistance Welding Manual 4th Edition
After reading the article “WHAT IS MFDC WELDING” a reader asked for more detail on how the transformer performs in this process. This blog does not go into specific equipment detail but there is another article which has more detail of the functions of the MFDC control and transformer:
IS THERE A DIFFERENCE BETWEEN MFDC AND AC RESISTANCE WELDING TRANSFORMERS?
This articles answers the question of how the MFDC transformer functions and how it handles the voltage and current.
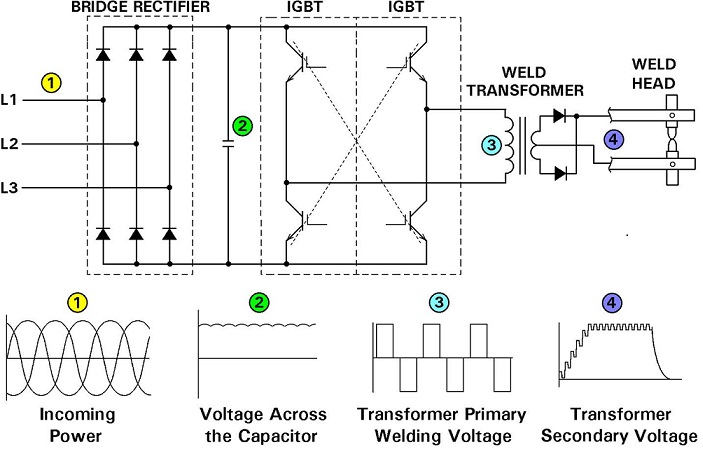
Schematic of Power Conersionin Control and Transformer of Mid Frequency Inverter
Reference: Entron Controls, LLC
The amperage capability of a cable depends upon its size in diameter/conductors and its length. It is also cooling dependent. The cable must be cooled at each end or water cooled its entire length. Its ampacity varies depending upon each of these variables. Most cables are cooled at each end. The chart below gives amperage for cables of this type.
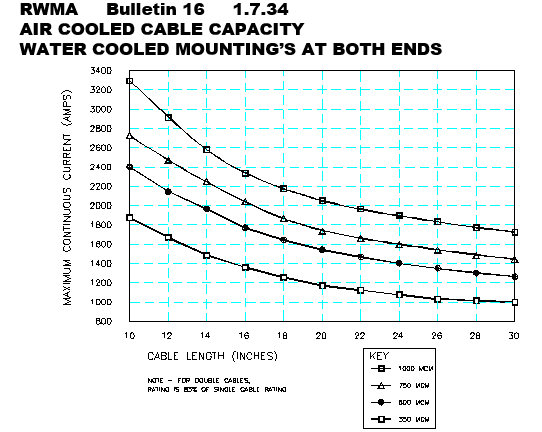
Based on the above chart a 750 MCM air cooled cable is rated at about 1400 – 2700 amperes depending upon length.
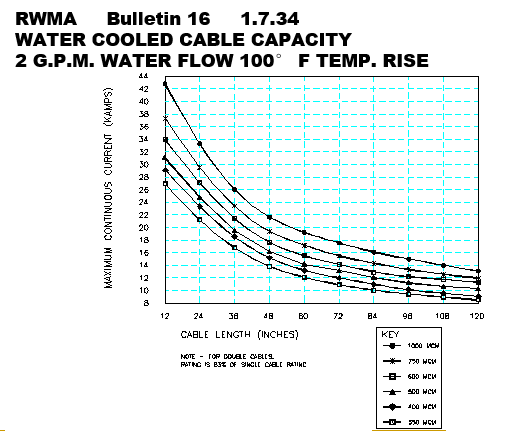
For comparison a water cooled 750 MCM Cable is rated at approximately 12,000 to 37,000 amperes at the above lengths.
Water cooling increases the ampacity substantially.
Sizing of the cables is discussed in the article:
HOW DO YOU SIZE THE PRIMARY CONDUCTORS FOR AN AC RESISTANCE WELDING TRANSFORMER?
Reference: National Electric Code
RWMA Manual Chapter -21.7
Roman Manufacturing Inc.
After reading the article:
COMPARE MFDC VS AC IN RESISTANCE WELDING?
SCHEMATIC AND POWER CONVERSION IN CONTROL AND TRANSFORMER OF MID FREQUENCY INVERTER
A reader requested a full manual and description of how to use an inverter control. This is a very logical and important step to learn the features and operating procedures of the various MFDC controls in the marketplace.
This blog is devoted to the basic science of resistance welding and does not deal with the features and operation of the machinery in the marketplace. For this important information contact local distributors or manufacturers. They are fully prepared to supply this information.
Reference: RWMA – RWMA Resistance Welding Manual 4th Edition
All RWMA resistance welding equipment is designed on a maximum 50% duty cycle. All power calculations are based upon this premise.
An article has been written which builds upon this premise and determines the power usage of a 150 kva welder.
Power calculations can be found in the article:
HOW MUCH POWER IS USED RESISTANCE WELDING ON A 150 KVA WELDER?
The calculations for duty cycles can be found in another article for AC & DC:
Reference: RWMA – Resistance Welding Manual Section 19.3
Page 4 of 40
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.