
Controls & Transformers
Questions and Answers
A valve transformer or valve power supply provides the low voltage power to activate the valve which controls the air to the pneumatic welding cylinder. This pneumatic cylinder is the source of force in the welding operation. This same transformer/power supply could send a signal to a servo to initiate its operation.
The weld control logic monitors all input information and stores all programs and initiates all necessary commands to complete the required functions. In simple terms when the input signal for a weld is received from the foot switch or other input source the control logic starts the squeeze/weld/hold/off sequence as programmed.
AC controls all have microprocessors that activate contactors to control the time and amount of power that is delivered to the part to be welded. These contactors could be considered electronic switches. They are made up of two SCR’s. There is one SCR for the positive and a second for the negative half of the AC sine wave.
A standard AC weld control is made up of a modest number of components each with a specific purpose. The major components are:
Disconnect
Welding Contactor
Weld Control Logic
Valve Power Supply
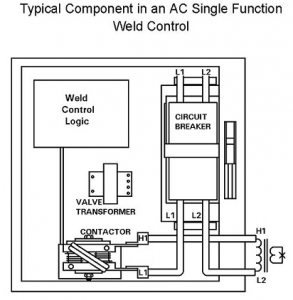
The Disconnect is a safety in case of an electrical failure.
The contactor is an SCR control device which controls the amount of power and time of power conduction.
The Weld control logic is a microprocessor unit which receives all external inputs and initiation signals and activates all sequences including the force and power.
The Valve Power Supply provides the low voltage and signal to the cylinder or servo unit for the force component of the weld system.
Reference: RWMA - Resistance Welding Manual 4th Edition
An inverter weld control is one in which the AC positive and negative half cycles have been inverted. The result is all half cycles are positive and their frequency is increased. They generally operate at 400 – 4000 cycles per second.
Because the current never crosses zero there is no cooling during this current flow. Heating is much faster and there is more power in less time and less current input. It is a DC weld therefor magnetic affects are not as much of a problem. This means that throat depths and magnetic materials in the throat are not much of a problem.
Reference: RWMA - Resistance Welding Manual 4th Edition
Page 28 of 40
Have a Question?
Do you have a question that is not covered in our knowledgebase? Do you have questions regarding the above article? Click here to ask the professor.